
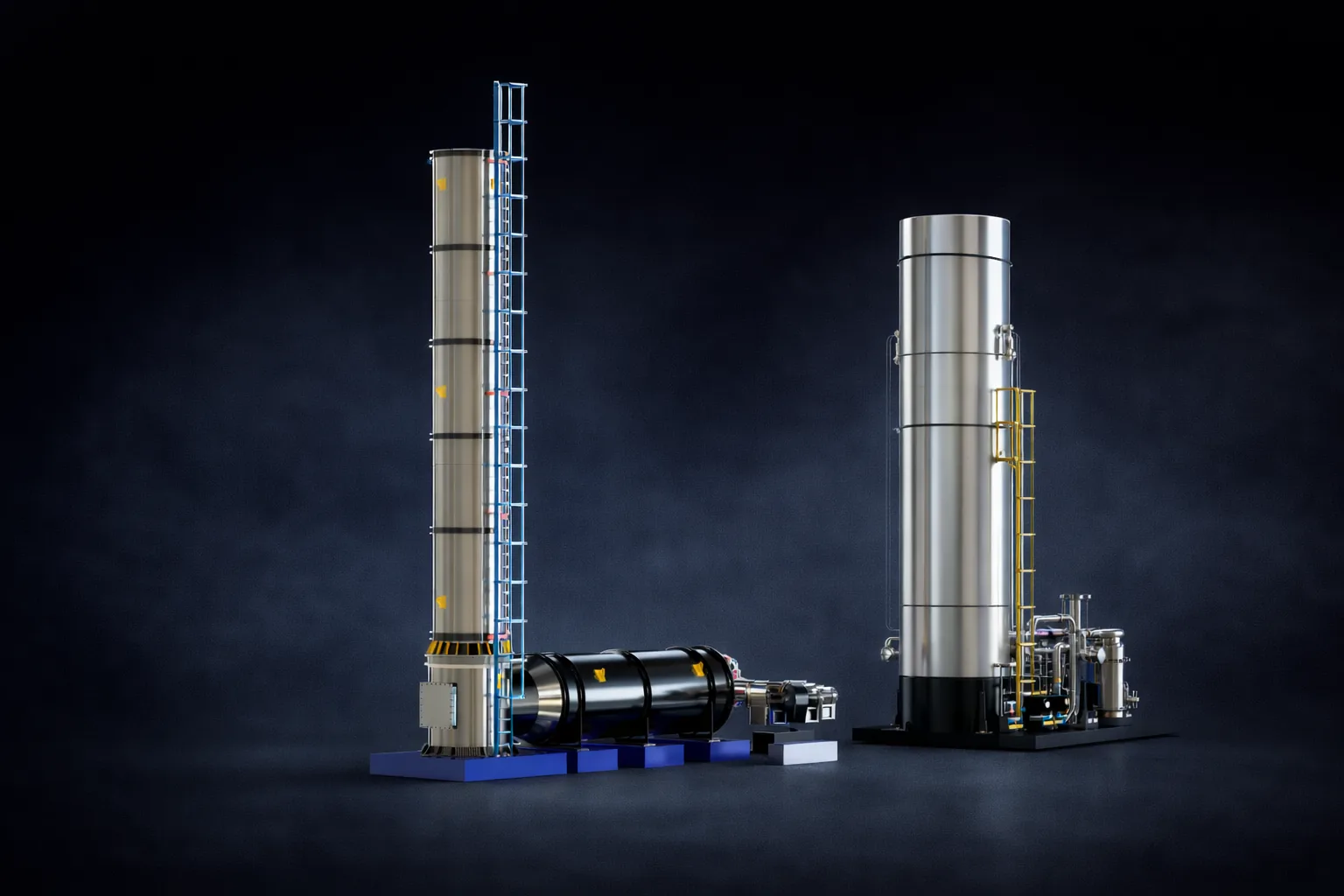
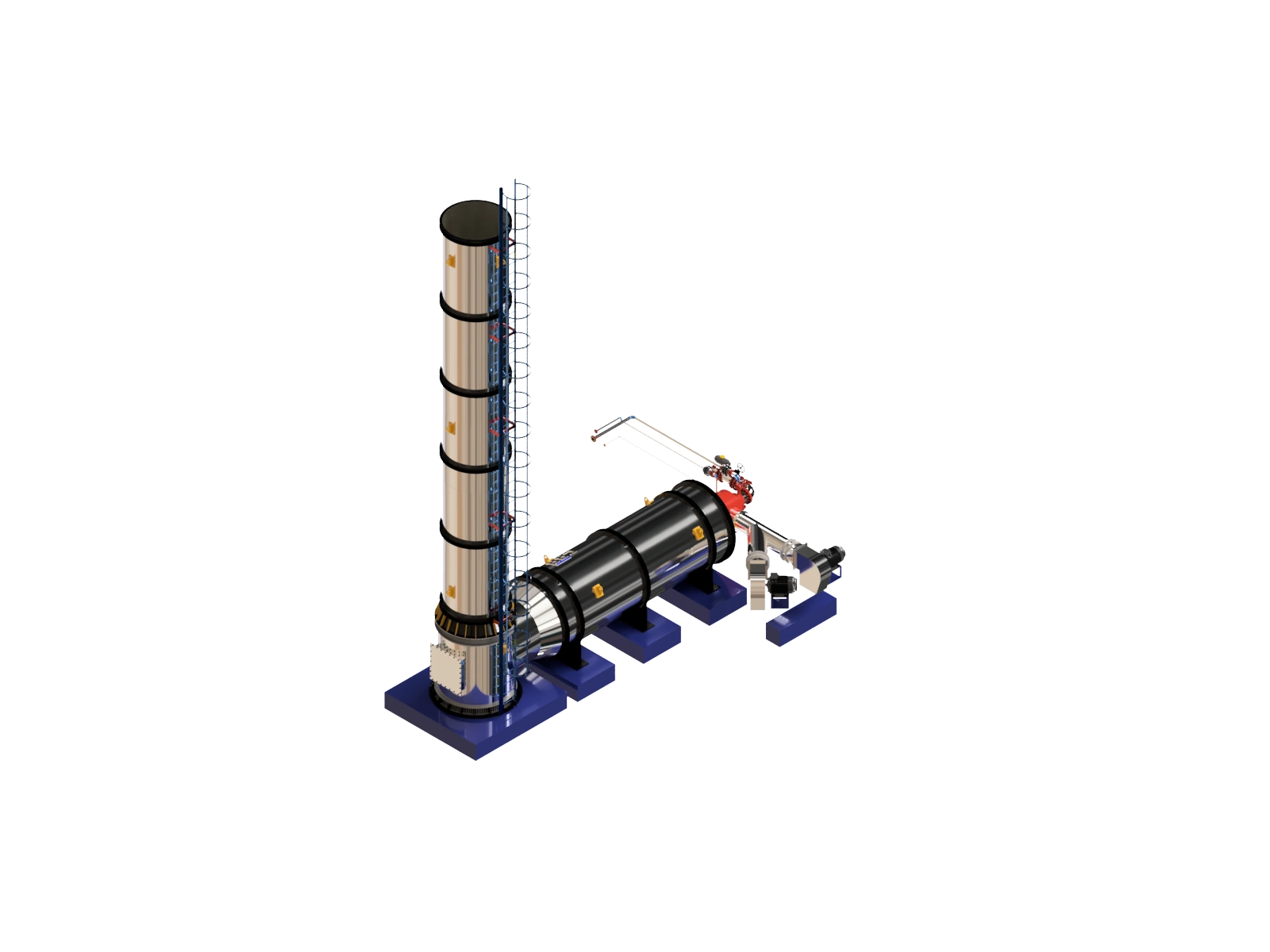
Sulphur Tail Gas Thermal Oxidizer
Sulphur Control Without Compromise

.svg)
High-temperature destruction of reduced sulphur compounds in SRU tail gas
CRA’s Sulphur Tail Gas Thermal Oxidizers are engineered to provide reliable, high-efficiency destruction of reduced Sulphur compounds, such as H₂S, COS, and CS₂, commonly found in Claus unit tail gas and Sulphur recovery processes. Operating at high temperatures with optimized residence times, our systems ensure complete oxidation and stable performance under variable process loads. Built with corrosion-resistant materials, high-integrity refractory linings, and optional heat recovery or pre and post scrubber integration, these oxidizers meet strict environmental standards for SO₂, NOₓ, CO, and unburnt hydrocarbons.
DRE
>99.9%
Operating Temp
650–1,480°C
Target Compounds
H₂S, COS, CS₂
Application
SRU tail gas
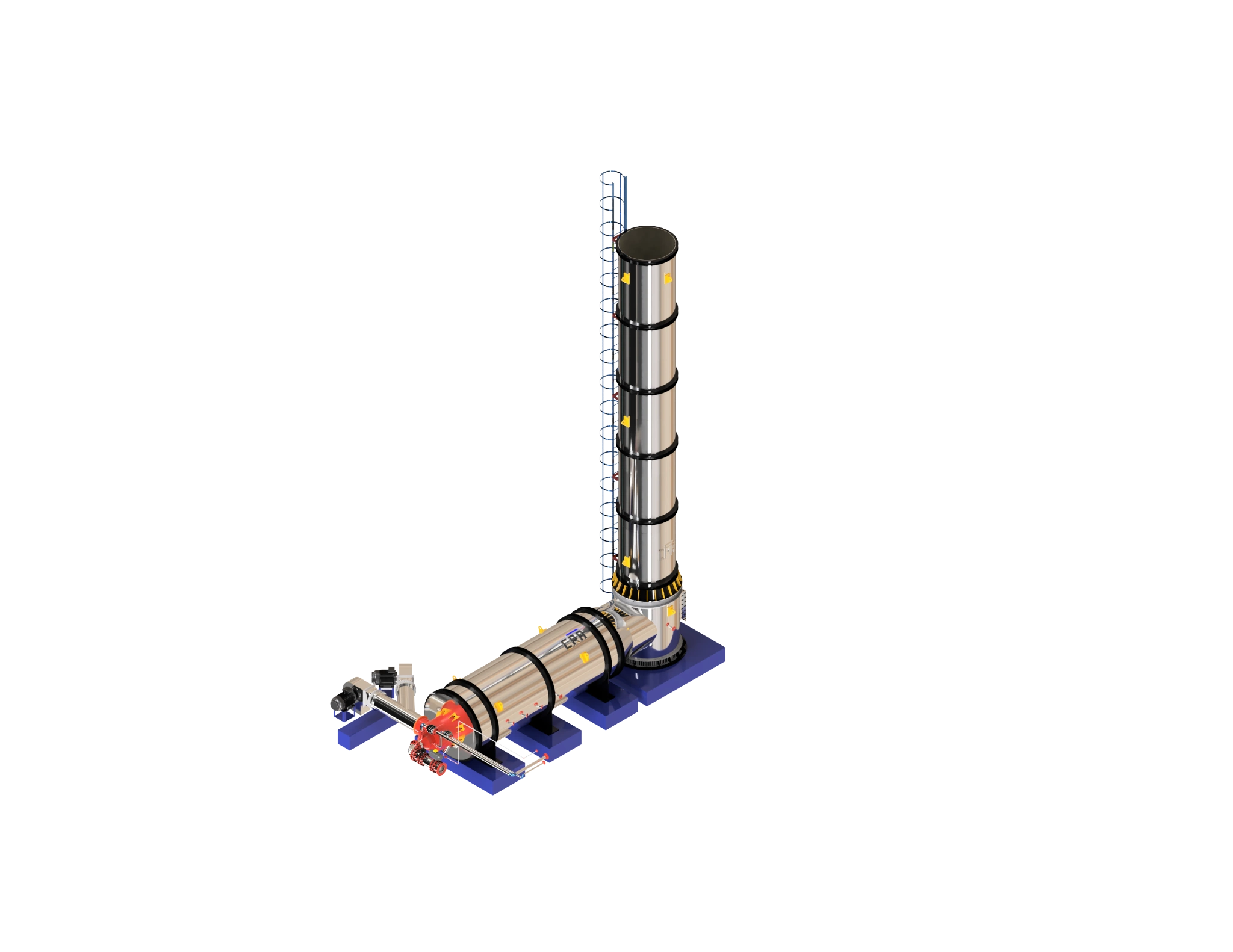
What is a Sulphur Tail Gas Thermal Oxidizer?
A sulphur tail gas thermal oxidizer is a high-temperature combustion unit designed to treat the tail gas stream from a Claus sulphur recovery unit, destroying residual reduced sulphur compounds that escape the SRU reaction stages and cannot be discharged directly to atmosphere.
How it works
Tail gas enters the combustion chamber and burns at a temperature and duration engineered to fully oxidize the sulphur compounds it carries.
Tail gas burns at a temperature between 650°C and 1,480°C, set according to the sulphur load and process design.
Residence time is engineered to fully oxidize H₂S, COS, CS₂, and mercaptans into SO₂ before the gas exits the chamber.
Optional heat recovery, pre-combustion scrubbing, or post-combustion scrubbing stages can be integrated to manage the converted SO₂ and meet site-specific emission limits.
Key Benefits
Total oxidation of sulphur-bearing compounds, including H₂S, COS, and mercaptans
Operates at 1200–2700 °F (650–1480 °C) depending on sulphur load and process design
Detailed CFD, process simulations, and strict QC guarantee adequate residence times and high DRE
Engineered to absorb load swings from SRU upsets, start-ups, or shutdowns with stable combustion
Advanced pre- and post-combustion scrubbing technologies engineered to meet the specific needs of each application
The CRA Edge
With 30+ years of combustion design experience, CRA delivers oxidizers built for extreme sulfur service
Thermal modelling, materials R&D, and fabrication all under one roof ensure speed and precision
ISO 9001, ASME Standards, API, and CE
Engineered for uptime, safety, and long service life in the harshest industrial environments
Applications

.webp)







.webp)
.png)

Frequently Asked Questions
When is a Sulphur Tail Gas Thermal Oxidizer the best choice?
This system is best suited for Claus unit tail gas and sulphur recovery operations handling H₂S, COS, CS₂, and mercaptans. It is widely used in:
Key Applications:
- Refineries - Claus sulphur recovery unit tail gas treatment
- Gas processing plants - Sour gas sweetening operations
- Petrochemical facilities - Sulphur-bearing process vents
- Hydrogen plants - PSA off-gas with sulphur species
- Chemical manufacturing - Processes using or producing sulphur compounds
System Purpose:
- Final destruction of reduced sulphur compounds to meet environmental limits
- Convert H₂S, COS, CS₂ to SO₂ (which can be scrubbed or meets direct emission limits)
- Handle variable SRU loads during start-ups, shutdowns, and upset conditions
- Reliable backup to sulphur recovery processes
Why Specialized Equipment Is Required:
- Corrosive environment - H₂S and SO₂ attack standard materials
- Variable sulphur loading - Wide range from normal to upset conditions
- High operating temperatures - Ensure complete sulphur compound oxidation
- Regulatory stringency - Very low SO₂, NOx, and unburnt hydrocarbon limits
How do sulphur tail gas thermal oxidizers handle variable SRU loads?
They are designed to absorb load fluctuations during start-ups, shutdowns, and upset conditions using stable combustion design, high-integrity refractory systems, and advanced control strategies tailored for sulphur service.
Variable Load Challenges:
Normal Operation:
- Steady-state Claus tail gas - Consistent H₂S concentration (typically 0.5-2%)
- Predictable flow - Relatively stable
- Minimal fuel required
Upset Conditions:
- Claus unit upsets - H₂S concentration spikes (can reach 10-30% or higher)
- Start-up/shutdown - Variable composition and flow
- Catalyst poisoning - Increased sulphur slip through Claus beds
- Process unit upsets - Feed gas composition changes
How CRA Systems Handle Variability:
1. Combustion System Design:
- Wide turndown burners (10:1 or greater)
- Modulating fuel control responds to heat input changes
- Auto-ignition capability for high H₂S loads
- Flame stability across full operating range
2. High-Integrity Refractory:
- Thermal shock resistant materials
- Anchoring systems prevent spalling during thermal cycling
- Multi-layer design - Hot face, insulating, backup layers
- Expansion joints accommodate temperature variations
3. Temperature Control:
- Automatic modulation maintains set point during load swings
- Heat release monitoring adjusts for varying H₂S heating value
- Override controls prevent over-temperature
4. Oxygen Control:
- Trim air maintains excess oxygen set point
- Monitors combustion efficiency
- Prevents fuel-rich or oxygen-starved conditions
5. Safety Systems:
- High-temperature shutdown protects refractory
- Flame monitoring with auto-relight
- Low-oxygen alarms for combustion safety
- Bypass capability for emergency situations
What destruction efficiency can sulphur tail gas thermal oxidizers achieve?
Properly engineered systems typically achieve greater than 99.99% destruction efficiency for reduced sulphur compounds while maintaining stable performance across variable operating conditions.
Performance Standards:
- H₂S destruction: >99.99%
- COS and CS₂ destruction: >99.9%
- Overall sulphur recovery: Often >99.5-99.9% when integrated with Claus unit
- SO₂ emissions: Typically <250 ppm (or lower per local regulations)
Reactions in Thermal Oxidizer:
- H₂S + 3/2 O₂ → SO₂ + H₂O
- COS + 3/2 O₂ → SO₂ + CO₂
- CS₂ + 3 O₂ → 2SO₂ + CO₂
- Mercaptans + O₂ → SO₂ + H₂O + CO₂
Ensuring High DRE:
- Temperature control: 650-1,480°C depending on sulphur load
- Residence time: Minimum 1-2 seconds
- Excess oxygen: Sufficient for complete oxidation
- Burner design: Even temperature distribution
- Continuous monitoring: SO₂, O₂, CO verification
What operating parameters are critical for sulphur tail gas thermal oxidizer performance?
Several interconnected parameters directly influence performance:
1. Operating Temperature:
- Range: Typically about 650-1,480°C (1,200-2,700°F) depending on sulphur loading
- Normal Claus tail gas: 950-1,050°C (1,740-1,920°F)
- High H₂S upsets: May reach 1,200-1,480°C (2,190-2,700°F) auto-thermally
- Control philosophy: Balance between complete destruction and refractory protection
2. Residence Time:
- Typical: 1-2 seconds minimum at oxidation temperature
- Purpose: Complete conversion of all sulphur species to SO₂
- Design: Chamber volume sized for worst-case flow
3. Combustion Air Control:
- Excess oxygen: 2-5% in stack
- Stoichiometry: Sufficient for complete oxidation
- Trim control: Automated adjustment based on O₂ measurement
4. Refractory Selection:
- Hot face: High-alumina castable (for thermal/chemical resistance)
- Insulation: Lightweight insulating firebrick or ceramic fiber
- Thickness: Typically 200-450mm (8-18 inches) total
- Anchors: Stainless steel or Inconel for longevity
5. Corrosion-Resistant Materials:
- Shell: Carbon steel with refractory lining
- Ductwork: 316 stainless steel minimum (SO₂/SO₃ environment)
- Stack: Acid-resistant materials (FRP, exotic alloys, or brick-lined)
- Instruments: Wetted parts in Hastelloy or Teflon-coated
6. Downstream Treatment (If Required):
- SO₂ scrubbing with caustic or lime if emission limits require
- Selective catalytic reduction (SCR) for NOx control if needed
- Stack gas reheat to prevent visible plume
7. Monitoring and Controls:
- Temperature profiling - Multiple zones
- O₂ and SO₂ analyzers in stack
- Pressure differential monitoring
- Refractory temperature thermocouples
- Safety interlocks and automated controls
Critical for: Consistent oxidation of all reduced sulphur species, Equipment longevity in corrosive sulphur service, Long-term reliability during variable SRU operation, and Regulatory compliance for SO₂, NOx, and particulate emissions.
CRA's 30+ Years of Sulphur Service Experience: CRA delivers oxidizers built specifically for extreme sulphur service with proven refractory designs, corrosion-resistant materials, and advanced controls that ensure reliable performance year after year.
Are these FAQ answers guaranteed for my specific application?
No. The information in these FAQs is for general guidance only. Every application is unique, and actual performance depends on your specific process conditions, site requirements, and operating parameters. Detailed engineering analysis of your process data is required to provide accurate specifications and performance guarantees. Contact CRA's engineering team for a comprehensive proposal tailored to your specific needs.