
Purpose Engineered Gas Systems
Projects around the world
Selected case studies across oil and gas, biogas, and emissions control.
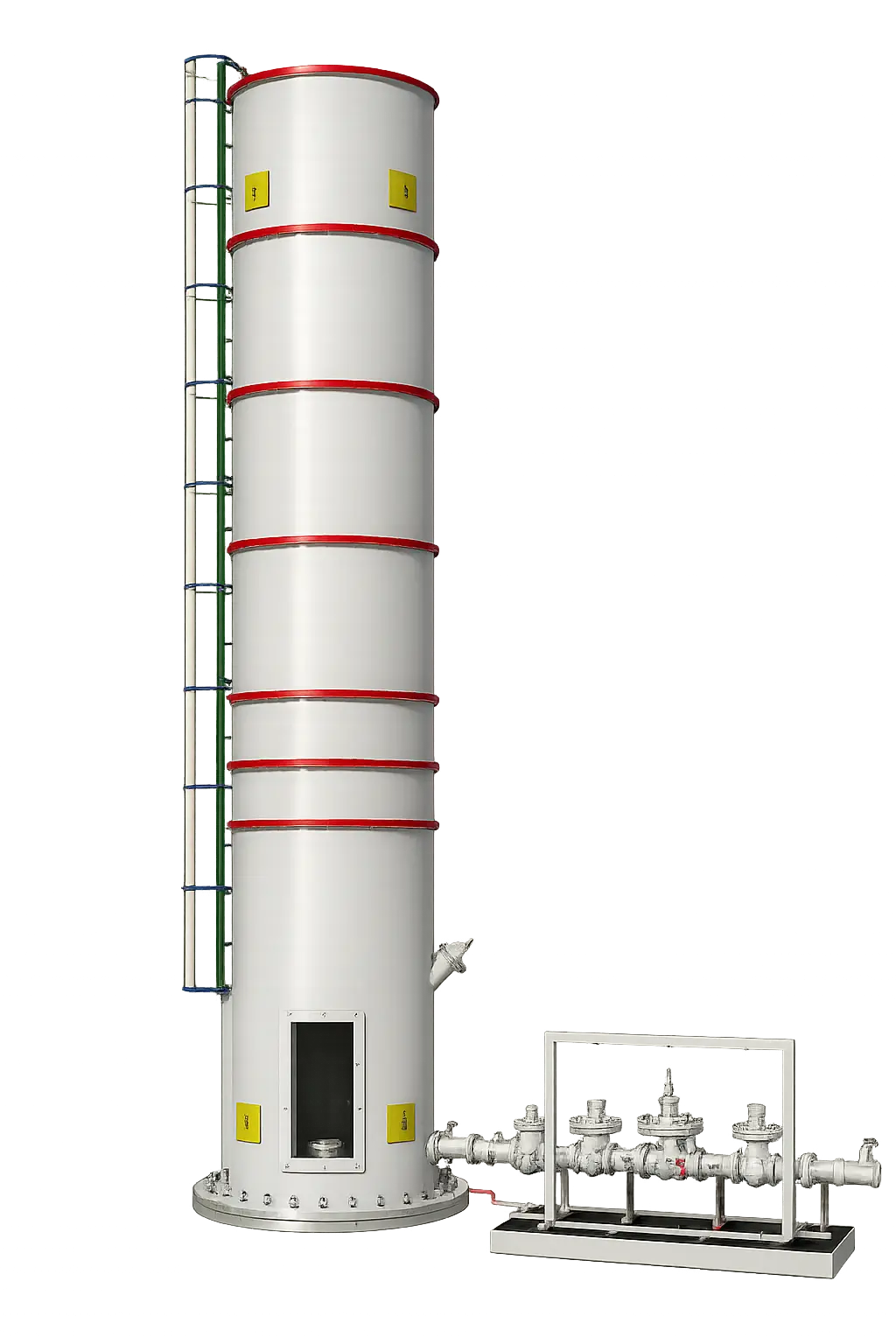
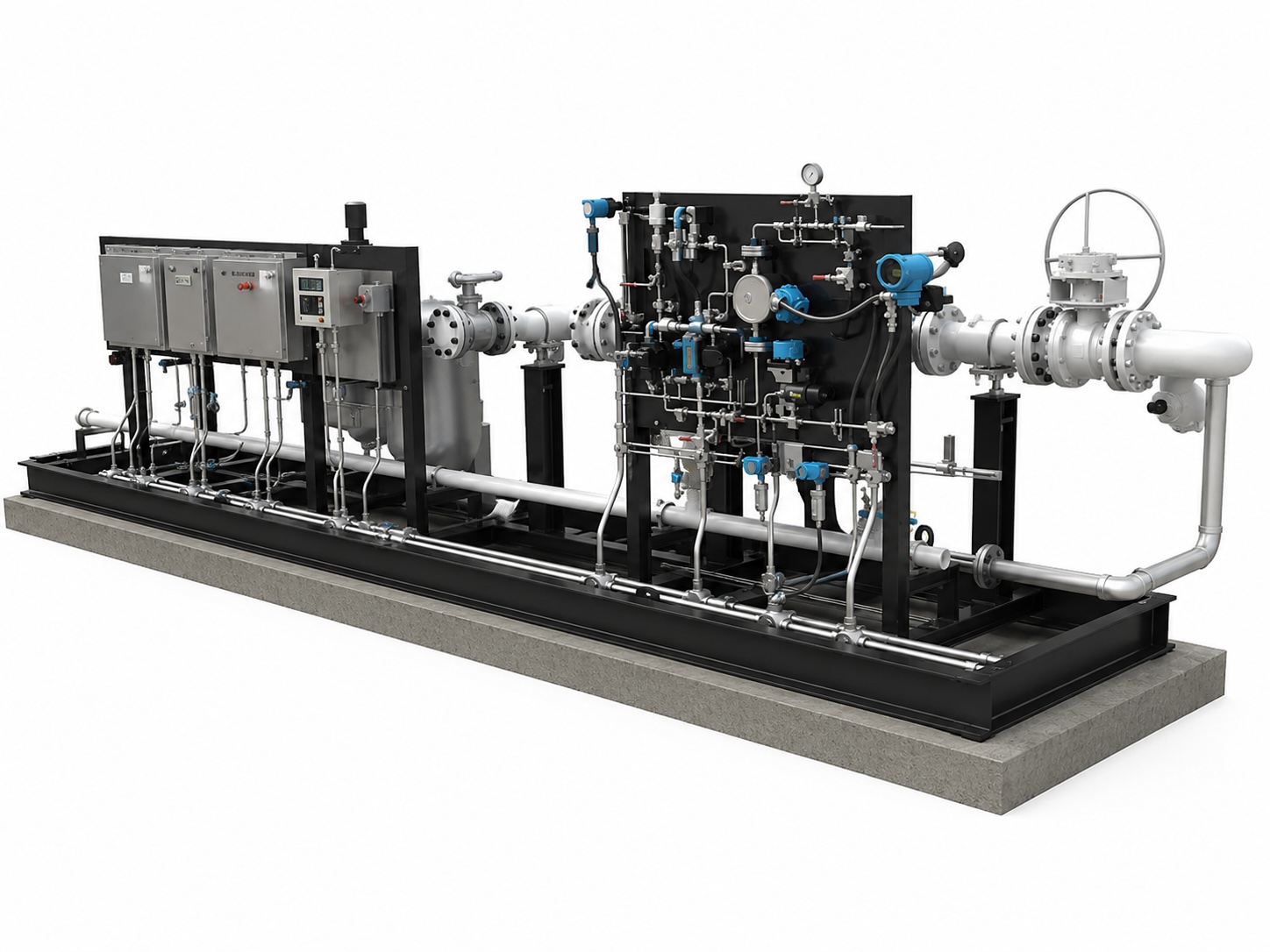
Factory-tested with continuous flame supervision and fail-safe shutdown for a public utility.
.webp)
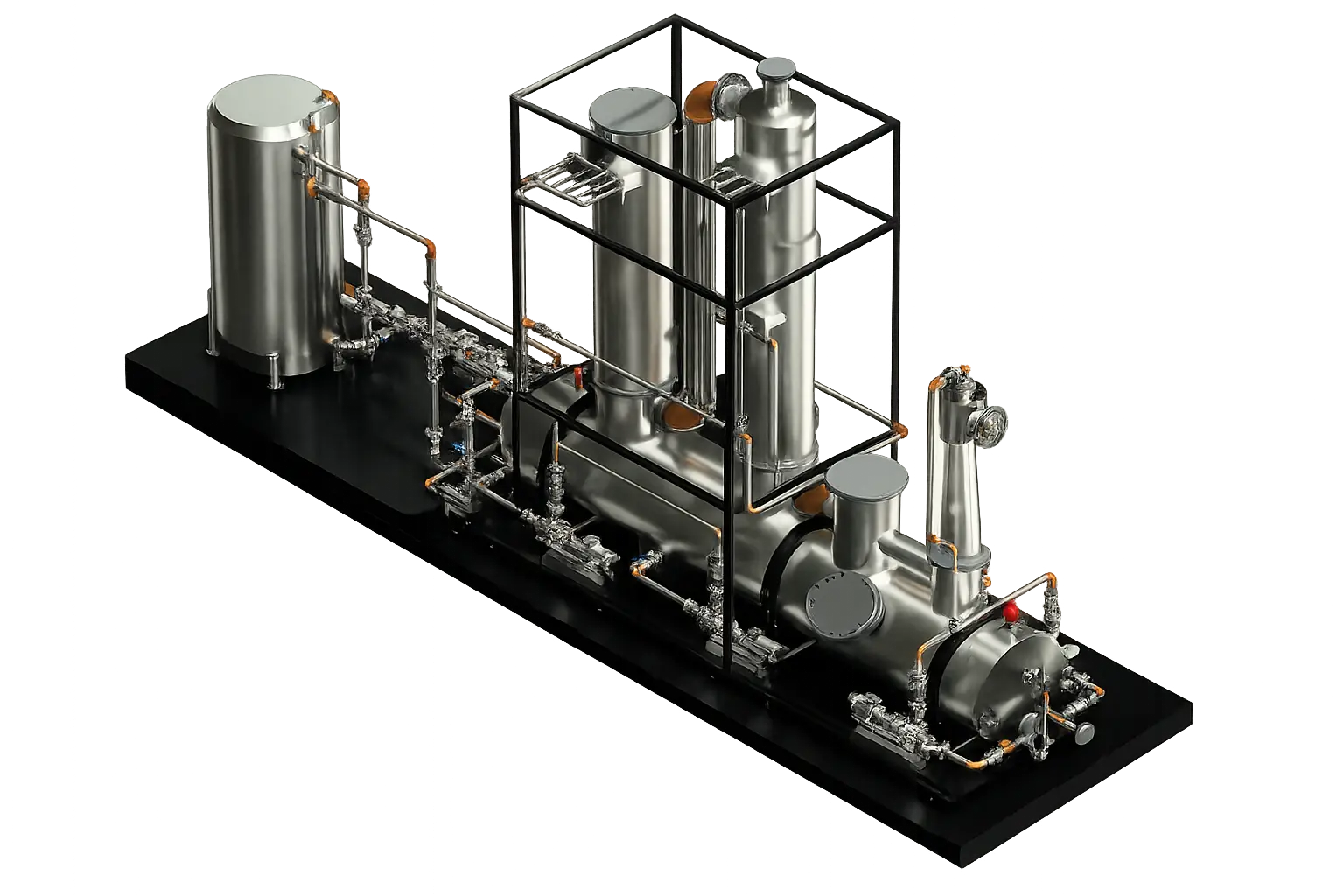
Self-fuelled from process-derived gas to meet UK regulatory destruction efficiency requirements.

End-to-end LSTK delivery eliminating atmospheric venting with compliant enclosed combustion.

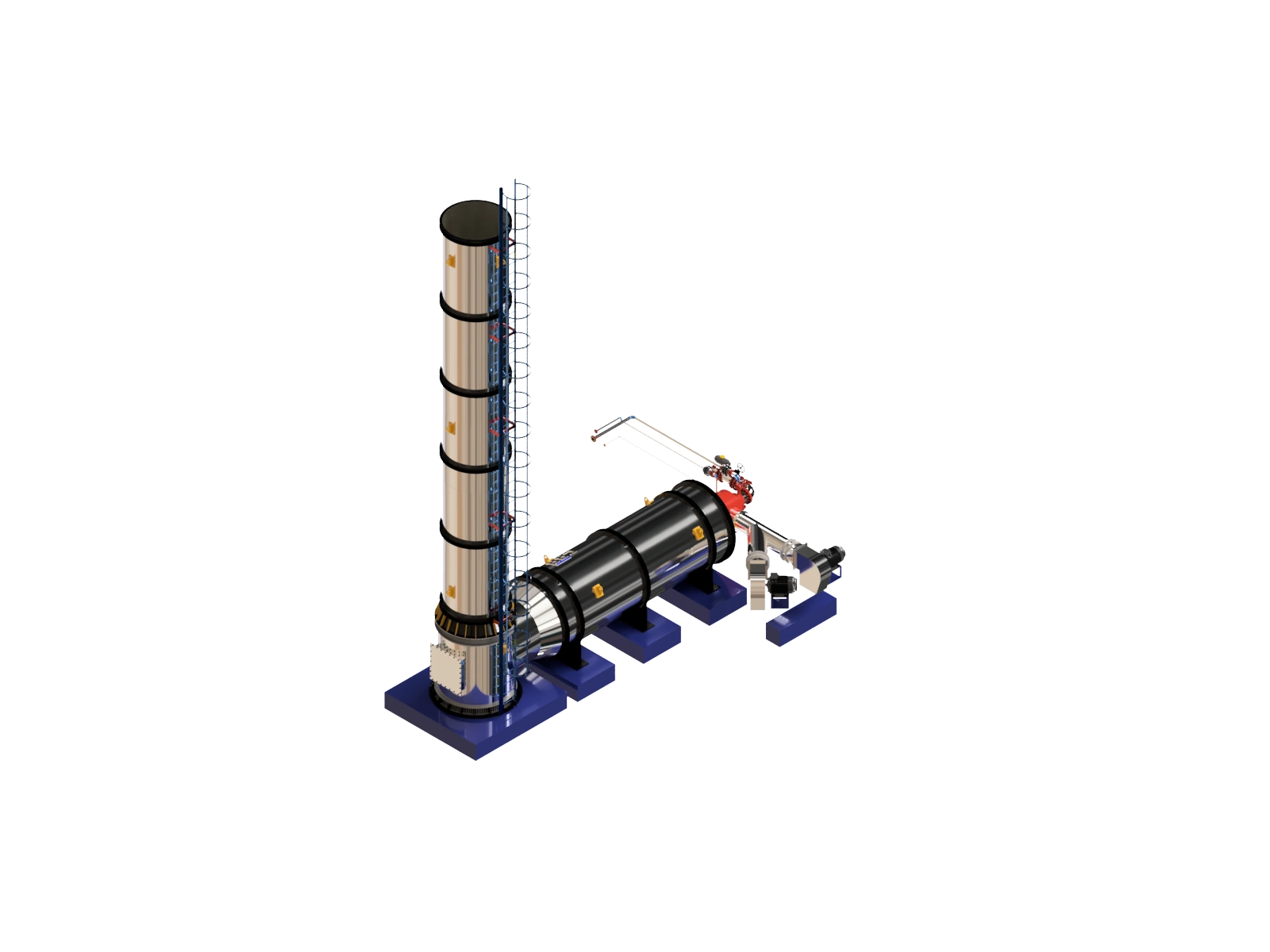
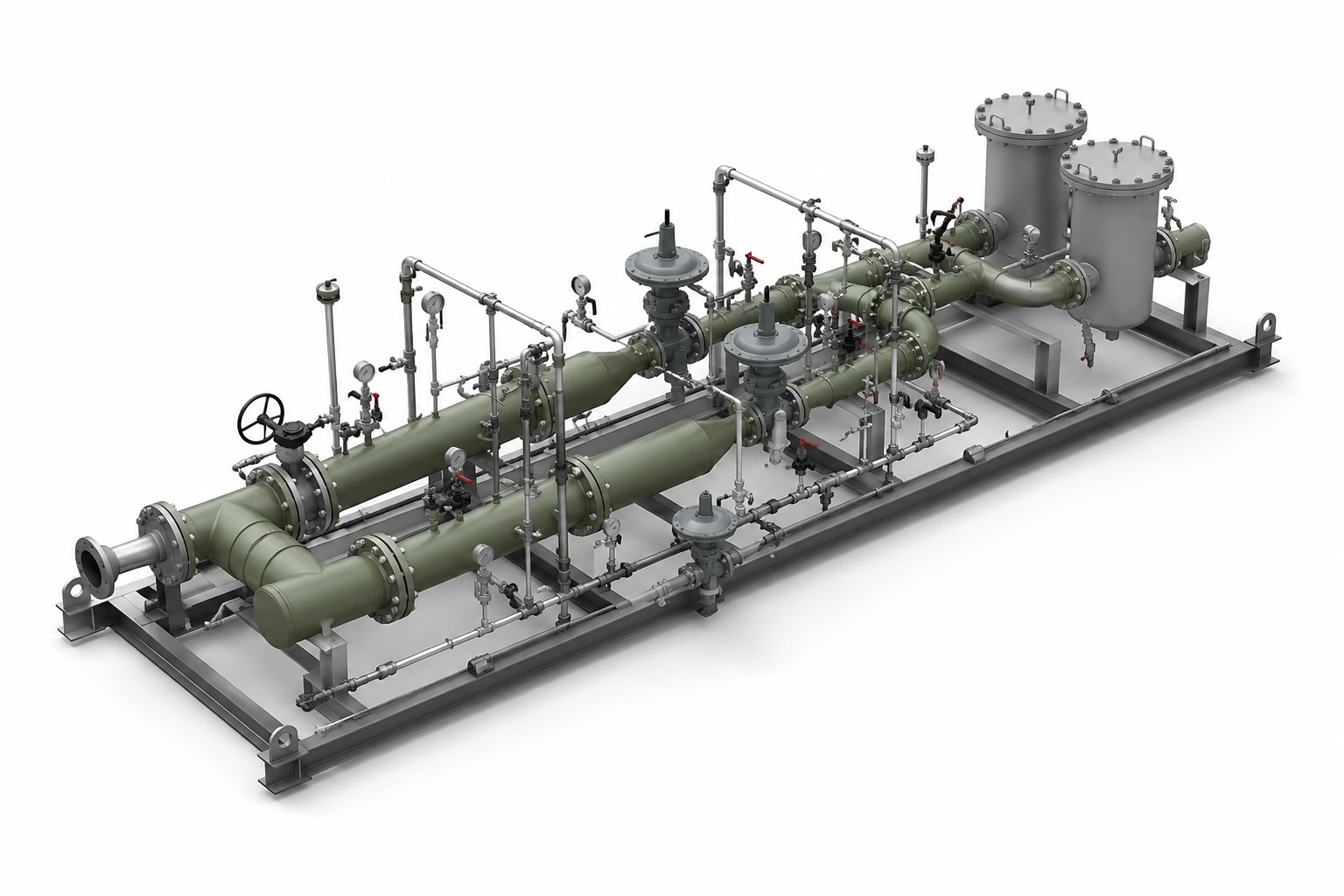
Handles purge-only to full emergency relief at 358 t/hr with minimised purge gas consumption.
.webp)
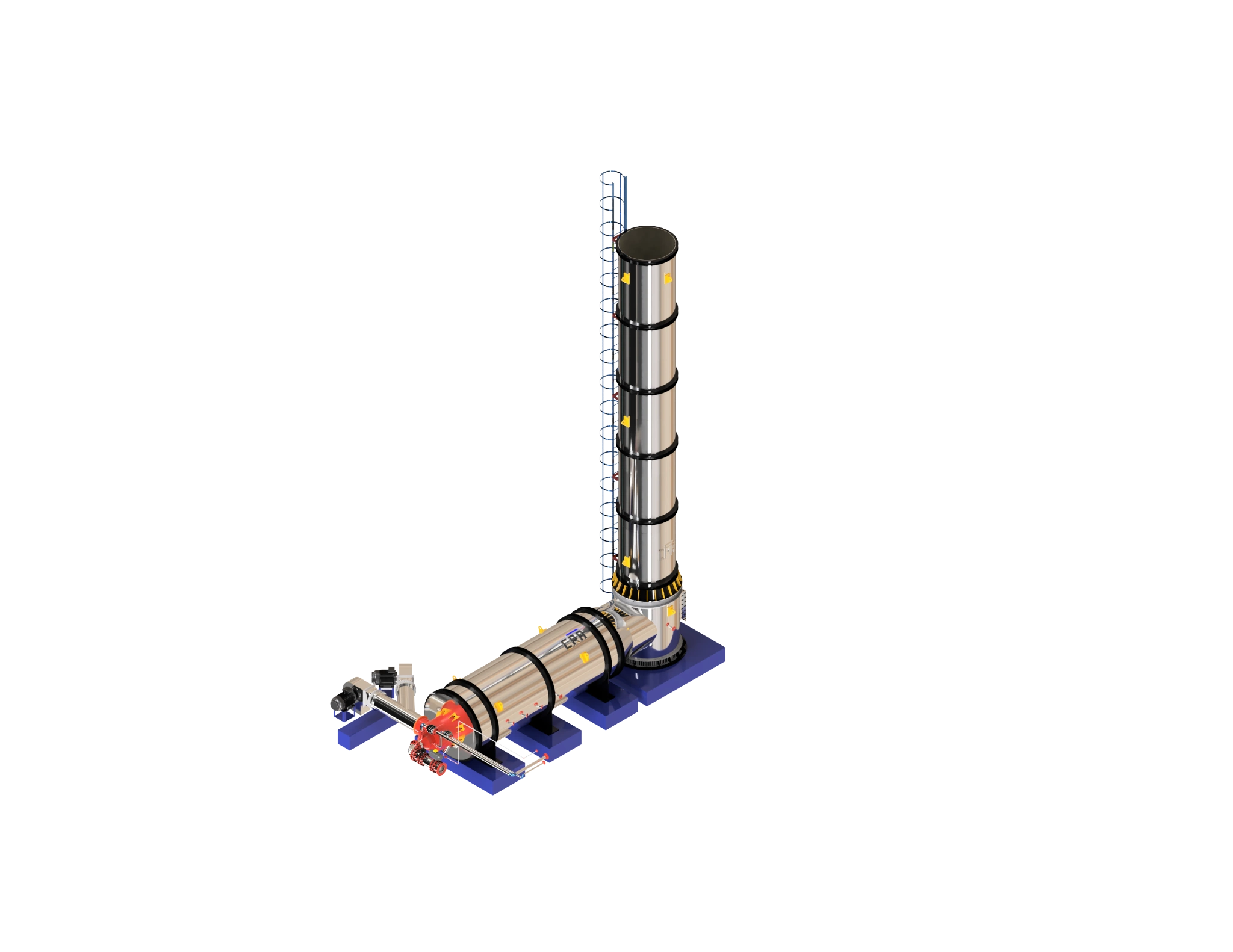
CE-certified biological biogas scrubbing with outlet H₂S below 200 ppm — engineered for international export deployment.

Trusted by leading operators across 25+ countries































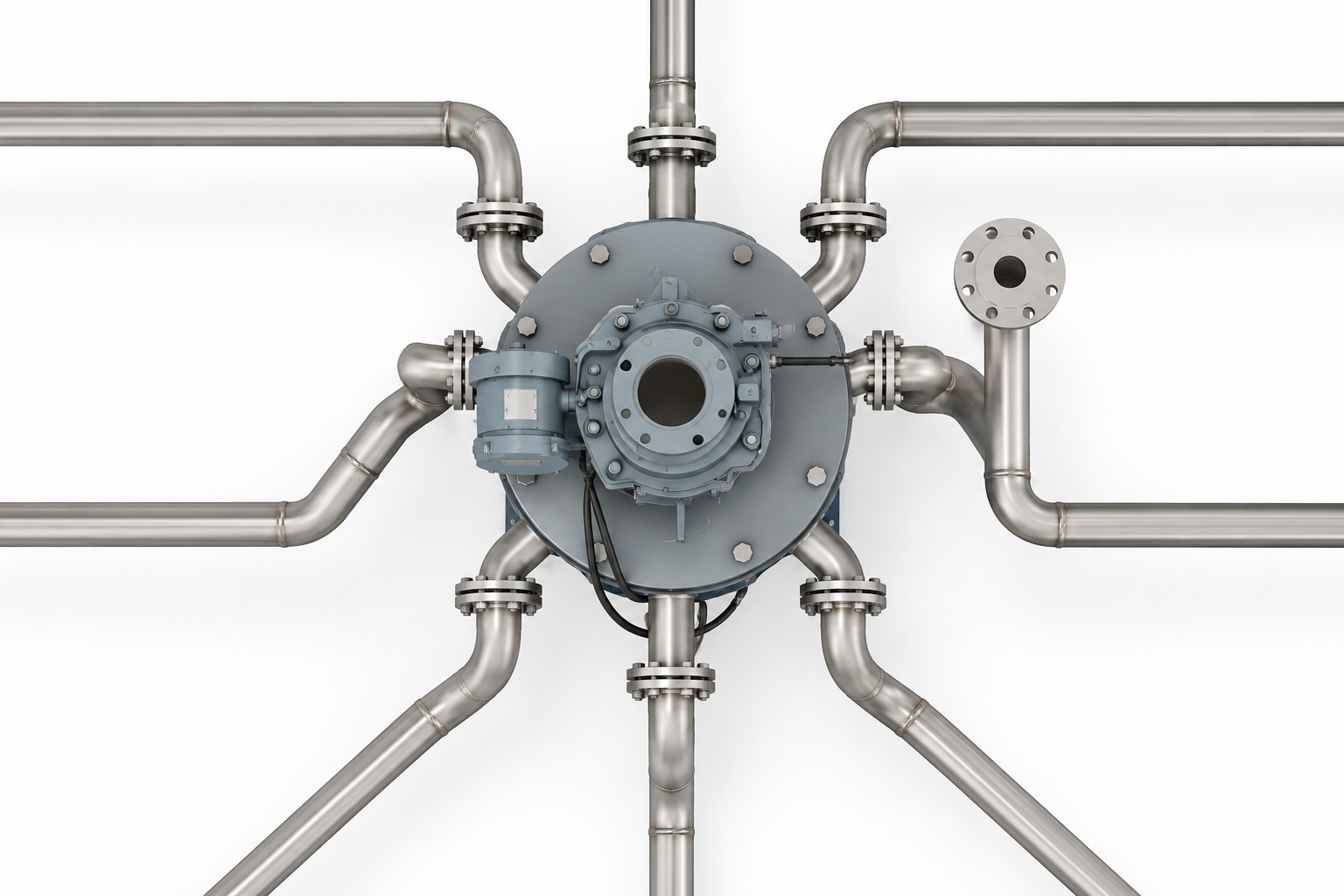
Gas Engineering Systems
Custom-engineered and built in-house, our flaring, thermal oxidation, biogas, and gas processing systems are designed for safety, compliance, and uptime.


.webp)



.webp)
.png)








Selected industries
From hard problems to dependable systems



.webp)
Services across the project lifecycle
Field services, retrofits, operations & maintenance and long‑term service agreements to keep your gas systems compliant, reliable and performing.
Delivered across continents
A track record across regions, climates, operating conditions, and regulatory standards

Installations
Countries including India, the United Kingdom, Singapore, and Canada
Years of custom engineered solutions for our clients


.webp)
.webp)

