
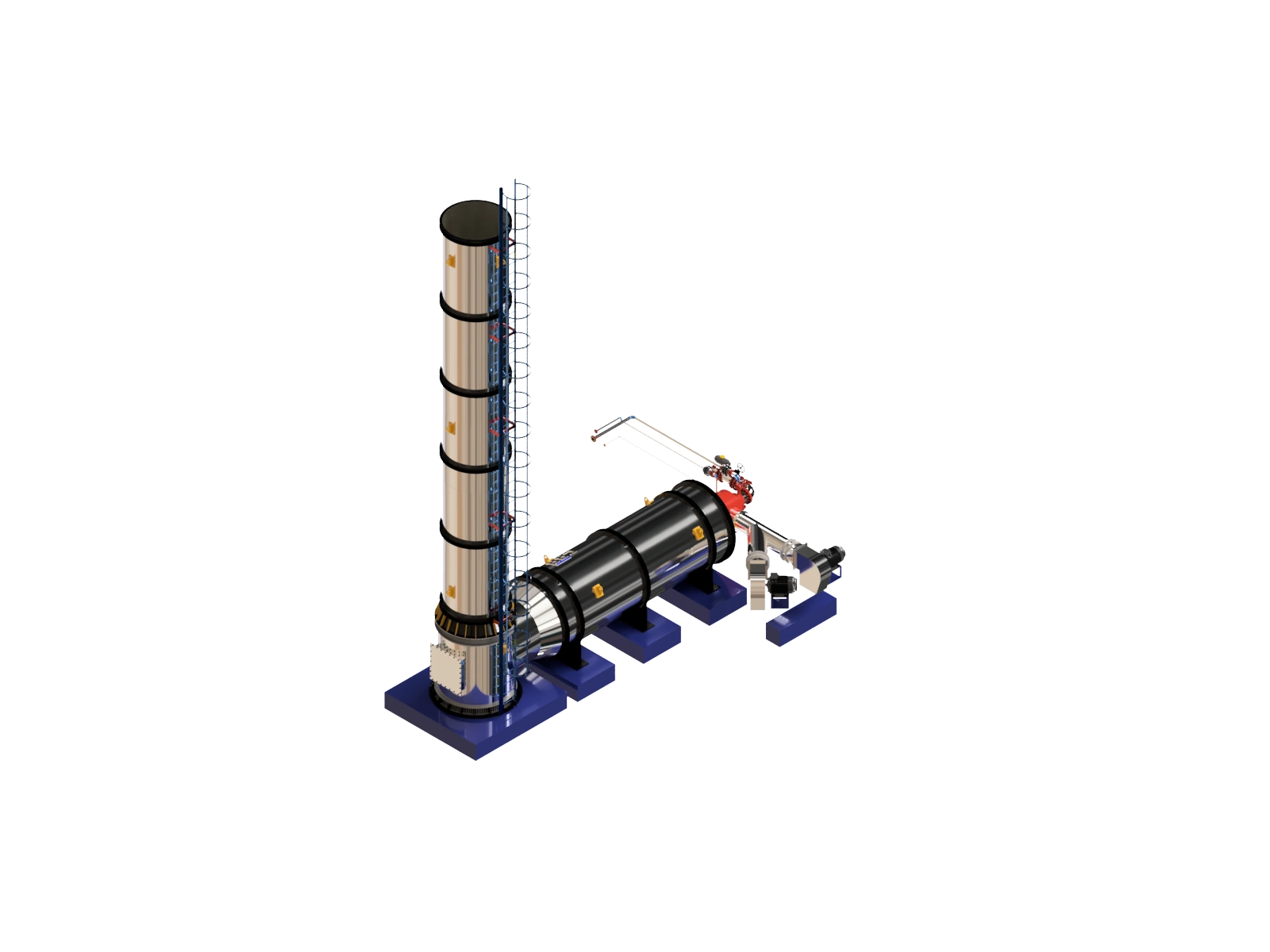
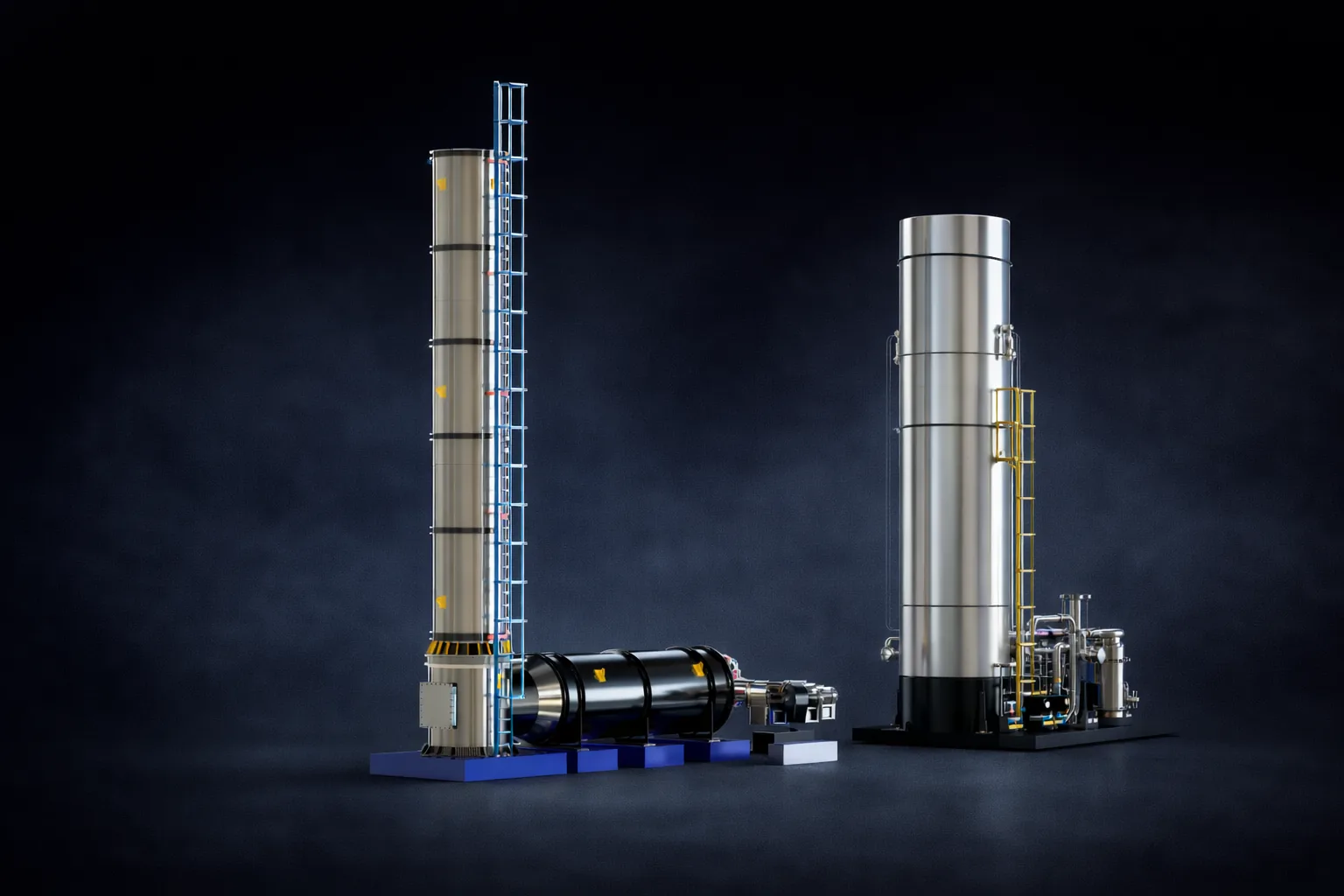
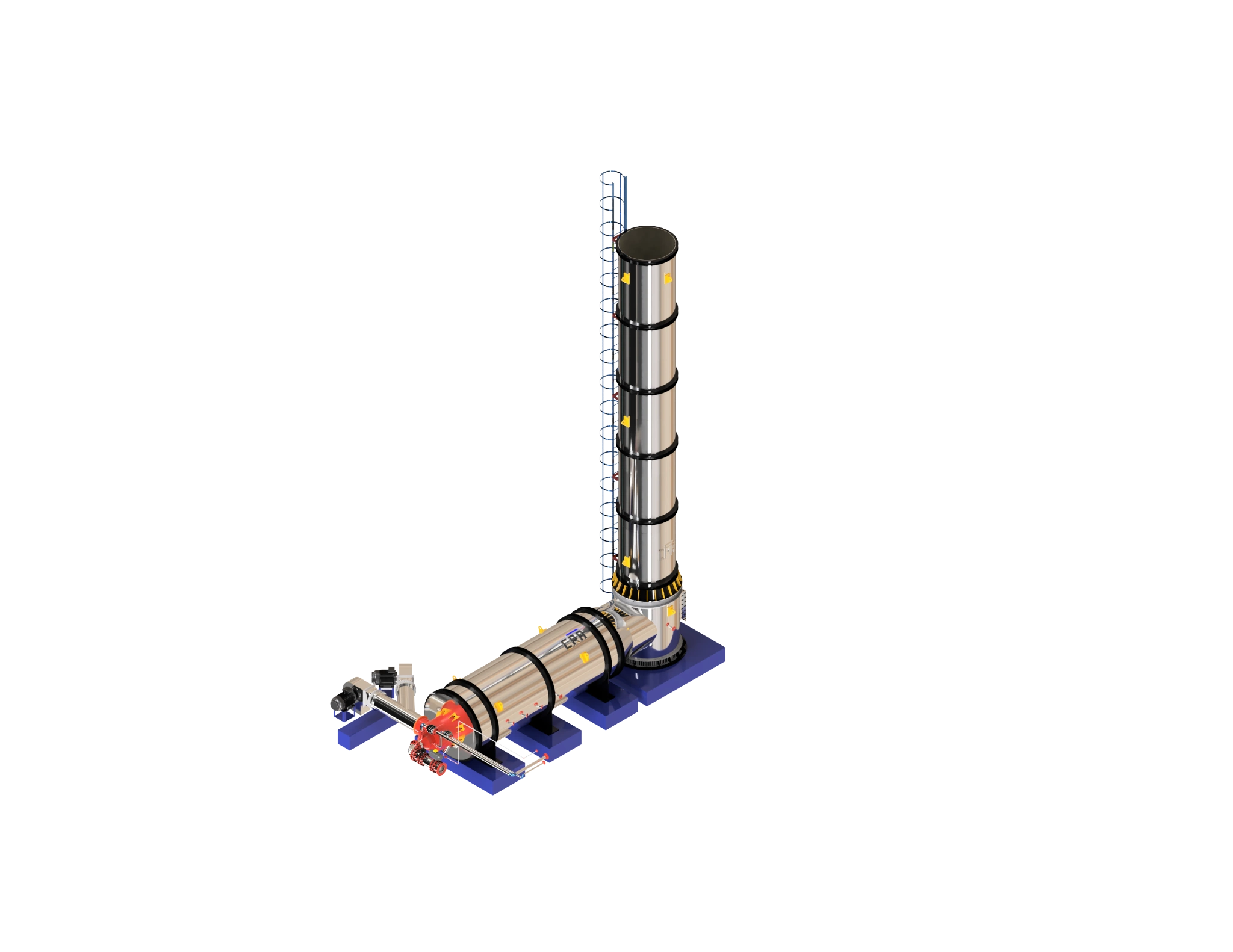
Direct Fired Thermal Oxidizer
Rapid, Rugged, Reliable VOC & HAP Destruction with Direct-Fired Thermal Oxidizers
.svg)
Robust, low-maintenance VOC and HAP destruction across diverse waste streams
Our Direct Fired Thermal Oxidizer (DFTO) destroys volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) through high-temperature combustion in a dedicated chamber. With years of R&D, it delivers robust, low-maintenance performance across a diverse range of industrial gases and vapours. DFTOs handle challenging waste streams while maintaining efficiency, reliability, and compliance with global environmental standards.
VOC/HAP Destruction
>99%
Operating Temp
760–1,200°C
Waste Streams
Gas, liquid, particulate
Mount
Skid
What is a Direct Fired Thermal Oxidizer?
A direct fired thermal oxidizer destroys volatile organic compounds, hazardous air pollutants, and odorous emissions by combusting waste gas in a dedicated high-temperature chamber — without heat recovery equipment, making it the simplest and lowest-capital thermal oxidizer for streams that generate sufficient heat of combustion or where fuel cost is not the primary operating concern.
How it works
Waste gas enters a single combustion chamber and burns directly with supplemental fuel and air, with residence time set to reach the required destruction efficiency before it exits.
Waste gas burns with supplemental fuel and air at temperatures between 760°C and 1,200°C.
The chamber holds the gas long enough at temperature to achieve the required destruction efficiency before discharge.
Exhaust leaves the chamber directly, or routes to a downstream heat recovery boiler or scrubber where one is specified.
Key Benefits
Achieves >99% VOC, HAP, and odour destruction; special units exceed 99.9% DRE
Destroys high-VOC, corrosive, halogenated, liquid, and particulate-laden streams
Rugged, low-maintenance design ensures long operational life with minimal downtime
Fast heat-up and wide turndown make DFTOs ideal for variable loads and batch processes
Detailed CFD, process simulations, and strict QC guarantees adequate residence times and high DRE
Projects That Push Boundaries

Self-fuelled from process-derived gas to meet UK regulatory destruction efficiency requirements.

Simultaneous destruction of multiple corrosive gas streams in an active paper manufacturing process.
The CRA Edge
30+ years of expertise solving the toughest emissions challenge
End-to-end design, R&D, and manufacturing under one roof for speed and quality
ISO 9001, ASME Standards, API, CE
Customized designs meet your exact process needs and strictest regulations
Applications




.webp)





.webp)
.png)


Frequently Asked Questions
What is a thermal oxidizer and how does it work?
A thermal oxidizer destroys volatile organic compounds (VOCs), hazardous air pollutants (HAPs), and odorous gases through high-temperature oxidation. By maintaining controlled temperature, residence time, and turbulence, pollutants are converted into CO₂ and H₂O while meeting regulatory emission limits.
The process uses controlled combustion in a dedicated chamber where waste gases are heated to temperatures typically ranging from 760°C to 1,200°C, ensuring complete destruction of harmful organic compounds.
How do thermal oxidizers differ from flares?
While both destroy hydrocarbons through high-temperature oxidation, thermal oxidizers and flares differ significantly in design, operation, and application:
Thermal Oxidizers:
- Enclosed combustion chamber with controlled environment
- Consistent temperature control (±10-20°C typical)
- Defined residence time - Engineered for specific DRE
- Heat recovery possible - RTO or recuperative designs
- Automated controls - PLC-based operation
- Best for: Continuous or batch VOC streams, regulatory compliance, energy efficiency
Enclosed Flares:
- Controlled combustion in enclosed structure
- Variable operating conditions based on relief flow
- Wide flow turndown (up to 100:1 or more)
- Radiation shielding and noise control
- Best for: Emergency relief, variable vents, safety applications
Open Elevated Flares:
- Atmospheric combustion at elevated height
- Visible flame during operation
- Assist systems (steam or air) for smokeless performance
- Extreme turndown for emergency relief
- Best for: Large emergency relief, peak flows, safety vents
Selection Criteria:
- Continuous VOC streams → Thermal Oxidizer
- Intermittent/emergency relief → Flare
- Regulatory destruction efficiency → Thermal Oxidizer
- Safety relief system → Flare
CRA provides both technologies and can help determine the right solution for each application.
How long does a thermal oxidizer typically last?
With proper maintenance, thermal oxidizers typically last 15-25+ years, with individual components having varying service lives:
Major Component Lifespans:
1. Combustion Chamber/Shell:
- 25+ years - Carbon steel shell with external insulation
- Indefinite - If refractory lining is maintained
2. Refractory Lining:
- 5-15 years - Depending on thermal cycling, chemical attack, temperature
- Factors affecting life: Thermal shock (batch vs. continuous), Chemical attack (halogenated or acidic compounds), Quality of installation and proper curing
- Replaceable - Scheduled refractory replacement extends oxidizer life indefinitely
3. Burner System:
- 10-15 years - Burner tiles, nozzles, ignition components
- Routine maintenance extends life
- Upgrades available - Technology improvements over time
4. Heat Recovery Components:
- Ceramic media (RTO): 10-20 years depending on fouling and degradation
- Heat exchangers (Recuperative): 10-20 years depending on corrosion and fouling
- Replaceable/cleanable - Maintains system performance
5. Valves and Dampers (RTO):
- Switching dampers: 5-10 years - High cycle duty
- Seals: 3-5 years - Regular replacement item
- Actuators: 10-15 years
6. Blowers/Fans:
- 15-20 years - Industrial-duty motors and blowers
- Bearing replacement - Every 5-10 years typical
7. Control System:
- 10-15 years - PLC and instrumentation
- Technology upgrades - Often upgraded for improved features before failure
Factors Extending Life:
- Proper operation - Following design parameters
- Regular maintenance - Scheduled inspections and repairs
- Quality materials - Initial investment in durable components
- Controlled operation - Avoiding upsets and over-temperature
- CRA Long-Term Service Agreements - Proactive maintenance programs
Total Cost of Ownership:
When evaluating thermal oxidizers, consider lifecycle cost including: Initial capital, Fuel and utility costs, Maintenance and repairs, Component replacements (refractory, media, valves), and Downtime costs.
CRA designs for longevity and provides comprehensive maintenance support to maximize equipment life and minimize total cost of ownership.
Can thermal oxidizers handle multiple process vents?
Yes. Thermal oxidizers can be designed to handle combined streams from multiple process vents, providing economic benefits through:
System Integration Benefits:
- Single oxidizer treats multiple sources
- Lower total capital cost vs. individual units
- Reduced footprint - One installation instead of several
- Centralized monitoring and control
- Simplified permitting - One emission point
Engineering Considerations:
- Flow balancing - Manifold design for uniform distribution
- Isolation dampers - Allow individual source shutdown for maintenance
- VOC concentration variations - System must handle combined load
- Chemical compatibility - Ensure compounds don't react before oxidation
- Temperature variations - Design for mixed inlet conditions
When Combined System Makes Sense:
- Multiple low-flow vents that together justify larger, more efficient system
- Coordinated production schedules allow simultaneous operation
- Centralized location feasible
- Consistent regulatory limits across sources
When Separate Systems Better:
- Widely dispersed sources (long duct runs uneconomical)
- Very different operating schedules
- Incompatible chemical streams
- Segregated permit requirements
CRA performs detailed engineering analysis to determine optimal configuration.
When is a Direct Fired Thermal Oxidizer the best choice?
A DFTO is ideal for high-VOC or high-heating-value streams, batch operations, emergency vents, and applications with fluctuating flows where fast response, simplicity, and reliability matter more than heat recovery.
Optimal Applications:
- High VOC concentrations (>25% LEL) where autothermal or fuel-producing operation is possible
- Intermittent or batch operations where heat recovery equipment sits idle
- Emergency relief systems requiring instant availability
- Variable flow applications with wide turndown requirements
- Applications with particulate where heat exchangers would foul
- Corrosive streams where simple construction minimizes material costs
- Budget-constrained projects where capital cost is primary driver
Industry Examples:
- Batch pharmaceutical production
- Chemical reactor vents during synthesis
- Emergency venting and pressure relief
- Tank loading/unloading operations
- Intermittent coating lines
- Pilot plant operations
- Hazardous waste treatment
Key Advantages:
- Simplicity - Burner + combustion chamber, minimal moving parts
- Reliability - Fewer components mean fewer failure points
- Fast response - Instant heat-up, no thermal mass to stabilize
- Wide turndown - Handle 20:1 or greater flow variations
- Lowest capital cost - Simplest design, quickest installation
- Minimal maintenance - No heat recovery equipment to maintain
What utilities are required to operate a thermal oxidizer?
Primary Utilities:
1. Fuel Gas:
- Natural gas (most common) - Clean-burning, readily available
- Propane - For remote locations without natural gas
- Fuel oil - Less common, used in specific applications
- Consumption: Varies widely based on VOC concentration, heat recovery efficiency, operating hours
- Typical range: 0.5-5 MMBtu/hr depending on system size and type
2. Electrical Power:
- Blower motor(s) - Largest electrical load
- Control system - PLC, HMI, instruments
- Fuel gas train - Safety valves, modulators
- Typical range: 10-200 HP depending on flow rate and pressure drop
3. Combustion Air:
- Source: Atmospheric intake
- Blower: If additional air needed for combustion
- Filtration: Protects equipment from particulate
Optional/System-Specific Utilities:
4. Instrument Air (For RTOs):
- Valve actuators - Switching dampers in RTOs
- Pressure: 80-100 psig typical
- Flow: 10-50 SCFM depending on system size
- Quality: Clean, dry, oil-free
5. Cooling Water:
- Heat exchanger cooling if recovering heat to water
- Scrubber recirculation for acid gas systems
- Flow: 10-100 GPM depending on application
6. Scrubbing Reagent (For Halogenated or Acid Gas Systems):
- Caustic soda (NaOH) - Most common
- Lime slurry (Ca(OH)₂) - Lower cost, produces sludge
- Consumption: Based on acid gas loading
7. Backup Generator (For Critical Applications):
- Emergency power for essential controls
- Maintains pilot flame during power outages
- Prevents unsafe conditions
Utility Cost Considerations:
Fuel consumption is typically the dominant operating cost. Heat recovery (RTO or recuperative) dramatically reduces fuel usage and provides fastest payback when: Operating >16 hours/day, VOC concentration <25% LEL, Fuel costs are moderate to high, and Operating for multiple years.
Are these FAQ answers guaranteed for my specific application?
No. The information in these FAQs is for general guidance only. Every application is unique, and actual performance depends on your specific process conditions, site requirements, and operating parameters. Detailed engineering analysis of your process data is required to provide accurate specifications and performance guarantees. Contact CRA's engineering team for a comprehensive proposal tailored to your specific needs.