
Recuperative Thermal Oxidizer
Recouping energy, Recouping Value with our Recuperative Thermal Oxidizers
.png)
.svg)
Heat-exchanged VOC destruction for continuous, cost-effective compliance
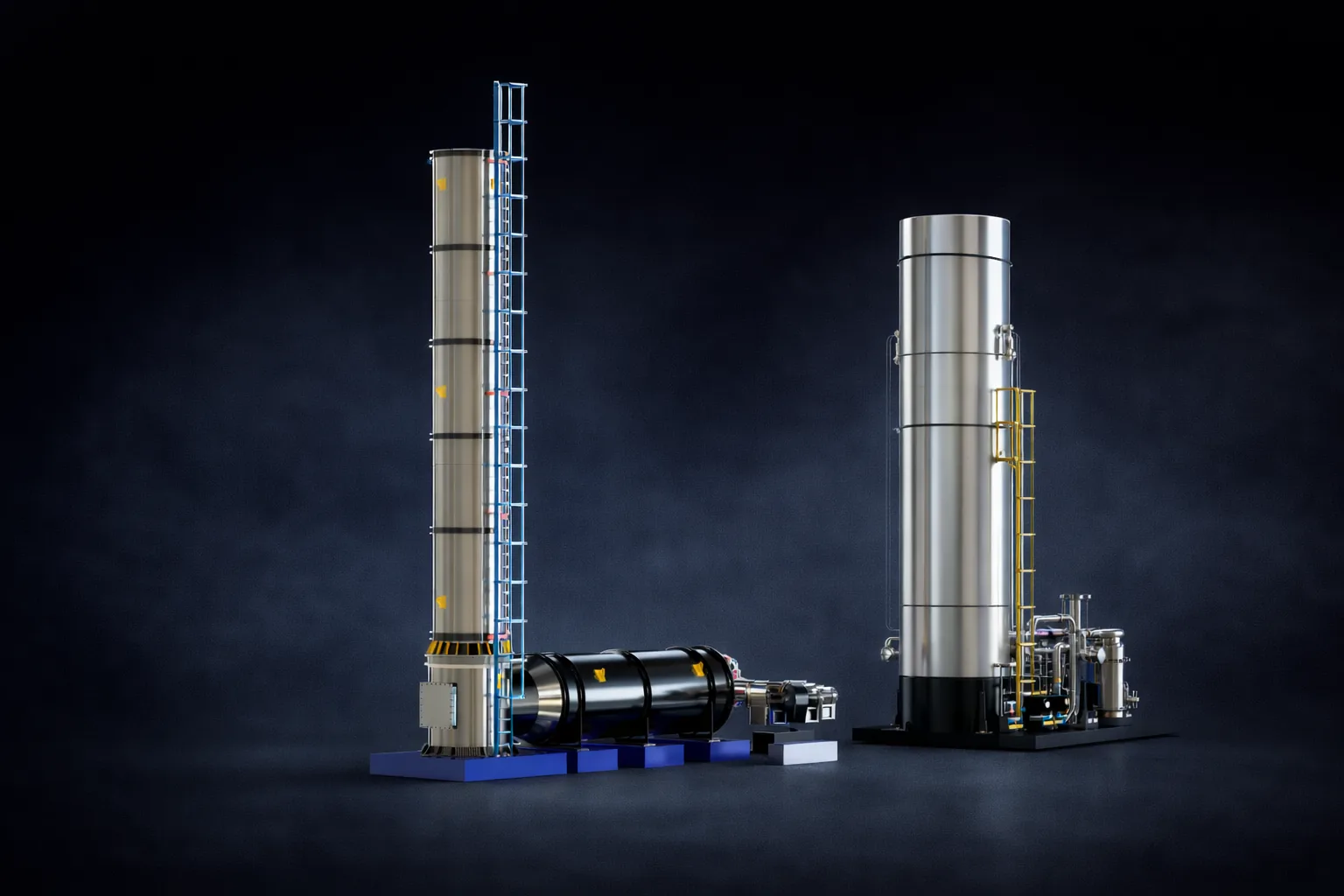
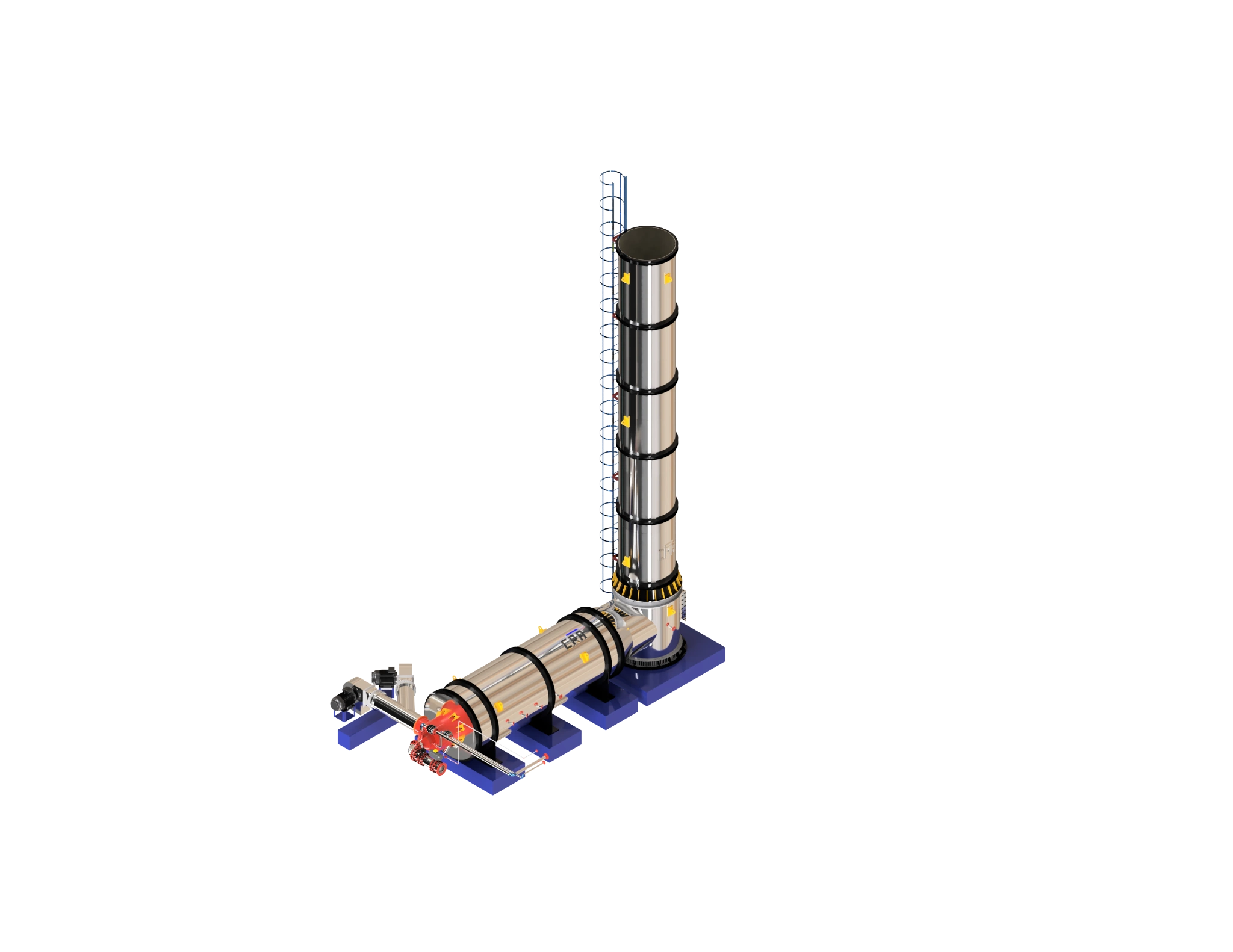
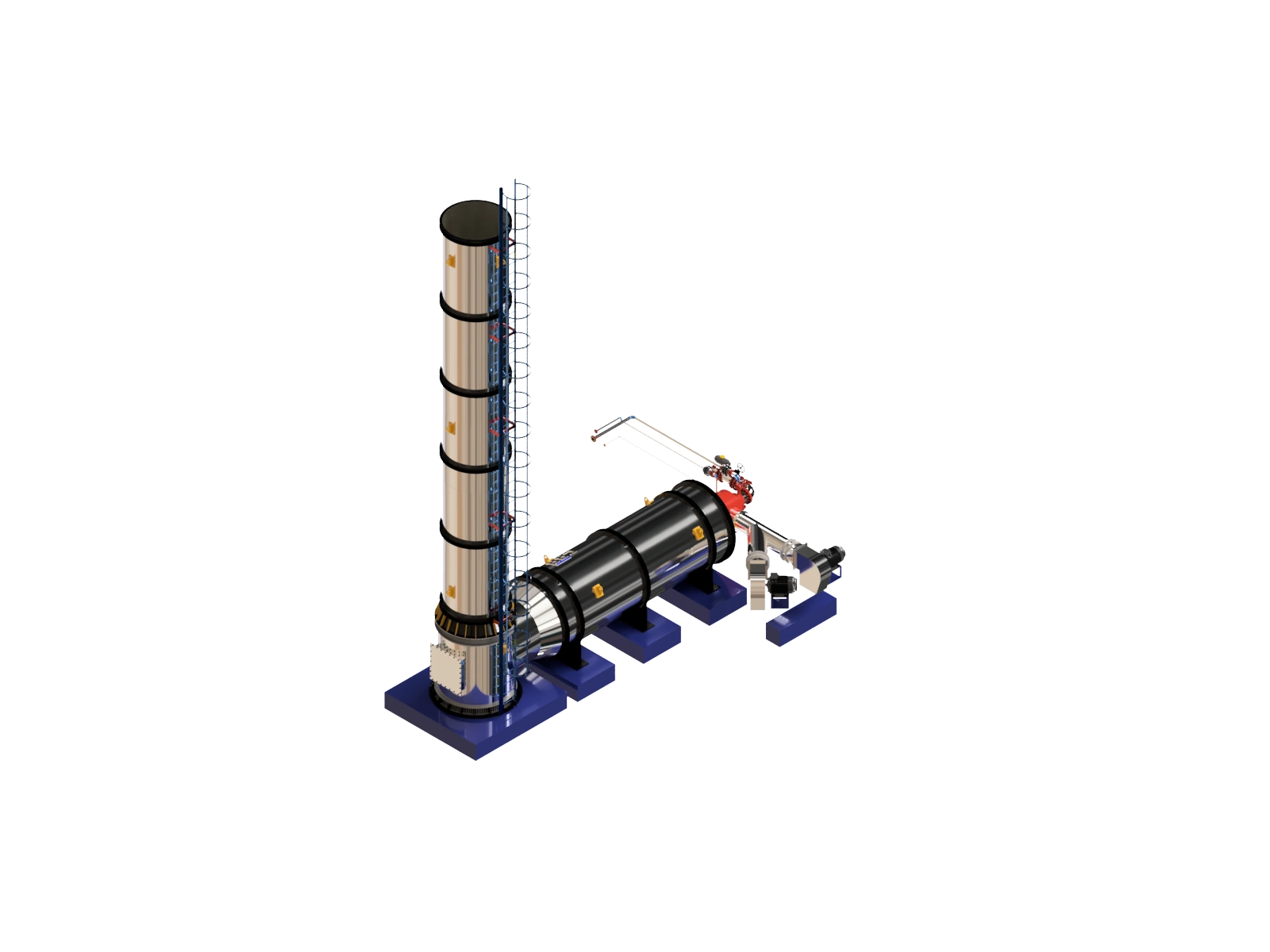
Our Recuperative Thermal Oxidizer integrates a high-efficiency heat exchanger to reclaim exhaust heat and preheat incoming process air or gas. Delivering up to 70% heat recovery and 99.9% VOC/HAP destruction, it’s the ideal balance of performance and economy for continuous emissions control
Heat Recovery
Up to 70%
VOC/HAP Destruction
>99.9%
Operating Temp
760–870°C
Mount
Skid
What is a Recuperative Thermal Oxidizer?
A recuperative thermal oxidizer integrates a heat exchanger — typically shell-and-tube or plate type — directly into the oxidizer design to preheat incoming process gas using the hot combustion exhaust, recovering up to 70% of exhaust heat without the ceramic media beds and flow-reversal valves of a regenerative design.
How it works
Incoming process gas passes through a heat exchanger that recovers heat from the outgoing exhaust, raising the gas close to the combustion set point before it reaches the burner.
Incoming process gas passes through a shell-and-tube or plate heat exchanger, absorbing heat from the outgoing exhaust stream.
The gas reaches near the combustion chamber's set point before entering the burner zone, cutting the auxiliary fuel needed to bring it the rest of the way to operating temperature.
Combustion occurs at 760°C to 870°C in the burner zone, with the preheated inlet reducing the fuel load required to sustain that temperature.
Key Benefits
Reclaim 40–70% of exhaust energy to reduce auxiliary fuel burn and cut operating costs
Achieves 99% VOC/HAP removal across diverse waste streams
Preheated inlet gas stabilizes combustion temperatures, extending refractory life
Heat exchanger cushions temperature swings for faster ramp‑up and safe cooldown
Detailed CFD, process simulations, and strict QC guarantees adequate residence times and high DRE
The CRA Edge
30+ years of thermal oxidizer expertise solving the toughest emissions challenges
End-to-end design, R&D, and manufacturing under one roof for speed and quality
ISO 9001, ASME Standards, API certification, CE marking
Customized designs meet your exact process needs and strictest regulation
Applications

.webp)







.webp)

Frequently Asked Questions
How do recuperative oxidizers compare to RTOs and DFTOs?
A recuperative thermal oxidizer sits between a DFTO and an RTO — 40–70% heat recovery, moderate capital cost, and best fit for steady continuous flows where an RTO is overkill but a DFTO wastes too much fuel.
How the three compare:
- DFTO — no heat recovery; lowest capital cost; simplest design; smallest footprint. Best for high-VOC, intermittent, or emergency-vent applications.
- Recuperative — 40–70% heat recovery; medium capital cost; compact footprint. Best for moderate, continuous flows where fuel savings justify a heat exchanger.
- RTO — 95–97% heat recovery; highest capital cost; largest footprint. Best for high-flow continuous operations where fuel cost dominates lifecycle economics.
Pick recuperative when:
- Operation is steady and continuous, but flow doesn't justify an RTO
- Capital budget rules out an RTO investment
- Space is constrained
- Fuel savings matter, but operating profile doesn't support RTO economics
- Fewer moving parts and simpler maintenance are priorities
When is a Recuperative Thermal Oxidizer the best choice?
A recuperative thermal oxidizer is best suited for continuous processes with moderate flow rates and VOC levels where predictable loads support stable heat exchange and consistent fuel savings. It represents the middle ground between simple direct-fired systems and high-efficiency RTOs.
Ideal Applications:
- Flow rates: 2,000-20,000 SCFM (can be larger or smaller)
- VOC concentrations: Medium range where heat recovery provides good ROI
- Operating hours: 12-24 hours/day with stable process conditions
- Space constraints: More compact than RTOs
- Budget considerations: Lower capital cost than RTOs but with significant fuel savings vs. DFTOs
Best Suited For:
- Chemical manufacturing with steady vent streams
- Coating operations with consistent production schedules
- Pharmaceutical facilities with controlled batch processes
- General manufacturing where steady operation favors recuperative heat recovery
- Applications requiring compact footprint
- Facilities with limited maintenance resources (fewer moving parts than RTOs)
How much energy can a recuperative thermal oxidizer recover?
Recuperative thermal oxidizers deliver 40-70% heat recovery depending on inlet gas conditions, exhaust temperature, and heat exchanger configuration.
Heat Recovery Mechanism:
- Shell-and-tube or plate-type heat exchangers transfer heat from hot exhaust gases to incoming process air
- Counterflow configuration maximizes temperature differential
- Preheated inlet gas reduces fuel consumption for maintaining combustion temperature
- Metallic construction allows higher thermal conductivity than ceramic RTOs but with lower thermal efficiency
Recovery Efficiency Factors:
- Inlet gas temperature - Warmer inlet requires less fuel
- Exhaust temperature - Higher combustion temperature provides more recoverable heat
- Heat exchanger effectiveness - Surface area and design
- Fouling potential - Clean gas streams allow better long-term efficiency
- Turndown conditions - Performance varies with load
Economic Benefits:
- Significant fuel savings - Typically 40-60% reduction vs. direct-fired systems
- Lower operating costs - ROI often achieved in 3-5 years
- Moderate capital cost - Balance between DFTO and RTO investment
What destruction efficiency can a recuperative thermal oxidizer achieve?
Properly designed recuperative oxidizers typically achieve around 99% to 99.9% destruction efficiency for VOCs and HAPs while maintaining stable performance across diverse industrial waste gas streams.
Performance Characteristics:
- Combustion chamber temperature: 760-1,050°C (1,400-1,920°F)
- Residence time: Approximately 1.0 second minimum
- Excess oxygen: 2-5% in stack for complete combustion
- Stable operation: Consistent DRE across normal operating ranges
Key Design Features Ensuring High DRE:
- Optimized combustion chamber geometry
- Proper air-fuel mixing
- Adequate residence time and turbulence
- Uniform temperature distribution
- Advanced burner technology
- Continuous emissions monitoring capability
What operating parameters are critical for recuperative oxidizer performance?
Several parameters directly influence performance and must be carefully controlled:
1. Combustion Temperature:
- Range: Typically 760-1,050°C (1,400-1,920°F)
- Control: Automated burner modulation with temperature feedback
- Impact: Determines destruction efficiency and heat available for recovery
2. Residence Time:
- Typical: Around 1.0 second at oxidation temperature
- Design: Chamber geometry and flow velocity
- Purpose: Ensures complete VOC destruction
3. Inlet Gas Stability:
- Flow consistency - Stable flows support efficient heat exchange
- Temperature variations - Large swings affect heat recovery efficiency
- VOC concentration - Impacts fuel requirements and exhaust temperature
4. Heat Exchanger Fouling Potential:
- Particulate content - Can coat heat exchange surfaces
- Condensable compounds - May deposit at lower temperatures
- Maintenance schedule - Regular cleaning maintains efficiency
5. Heat Exchanger Design:
- Material selection - Stainless steel, Inconel, or other alloys for corrosion resistance
- Surface area - Sized for target heat recovery
- Pressure drop - Balanced with energy efficiency goals
- Cleanability - Access for maintenance
6. Control Strategy:
- Temperature control loops - Combustion and heat recovery circuits
- Safety interlocks - Prevent over-temperature conditions
- Turndown capability - Maintains performance during load variations
CRA Engineering: Custom engineering, controls integration, and optional configurations allow adaptation to specific process and utility demands, ensuring reliable long-term performance and maximized energy savings.
Are these FAQ answers guaranteed for my specific application?
No. The information in these FAQs is for general guidance only. Every application is unique, and actual performance depends on your specific process conditions, site requirements, and operating parameters. Detailed engineering analysis of your process data is required to provide accurate specifications and performance guarantees. Contact CRA's engineering team for a comprehensive proposal tailored to your specific needs.