
Acid Gas & Halogenated Thermal Oxidizer
Engineered for the Harshest Acid & Halogenated Gas Streams

.svg)
Engineered for complete destruction of corrosive, halogenated, and acid gas streams
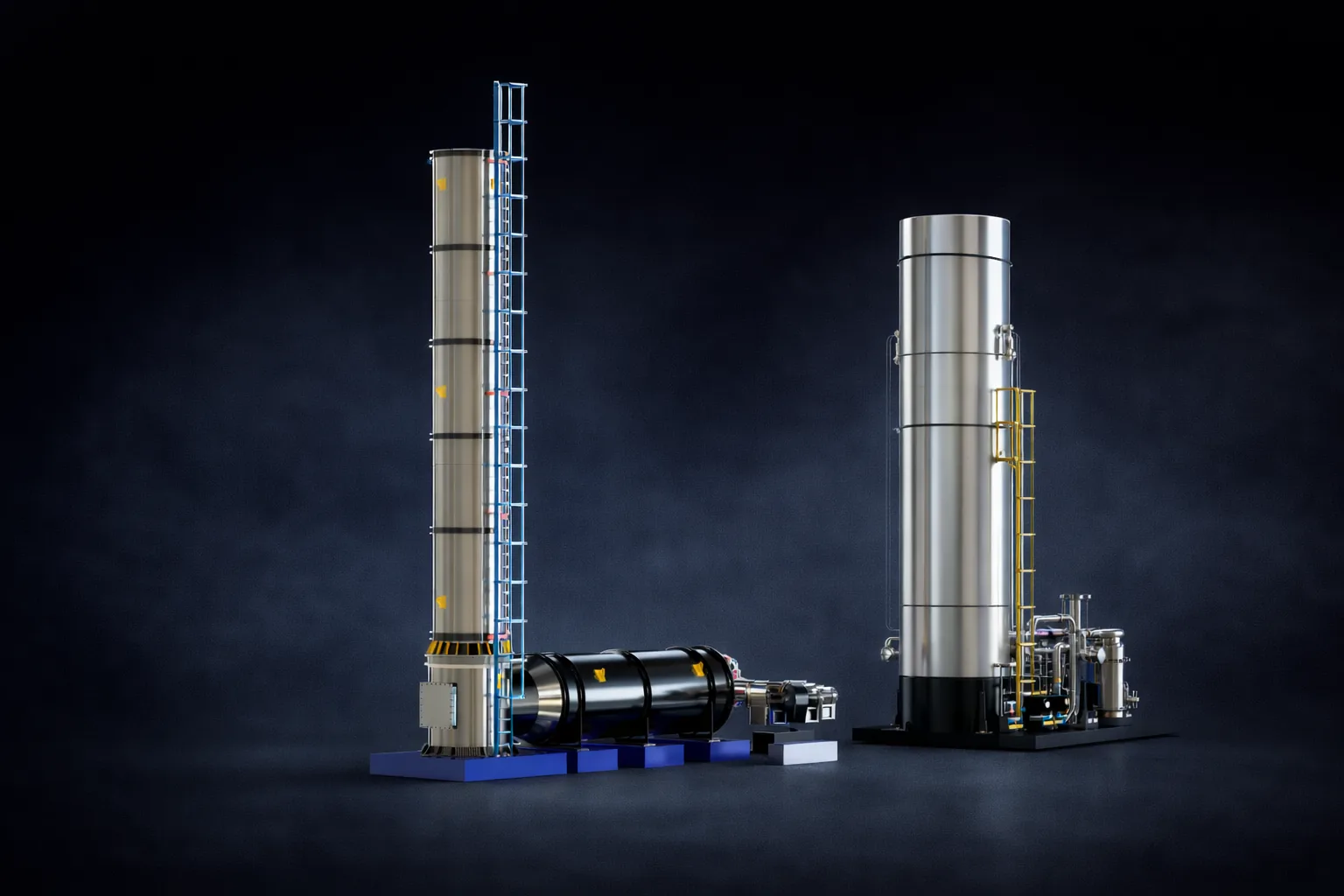
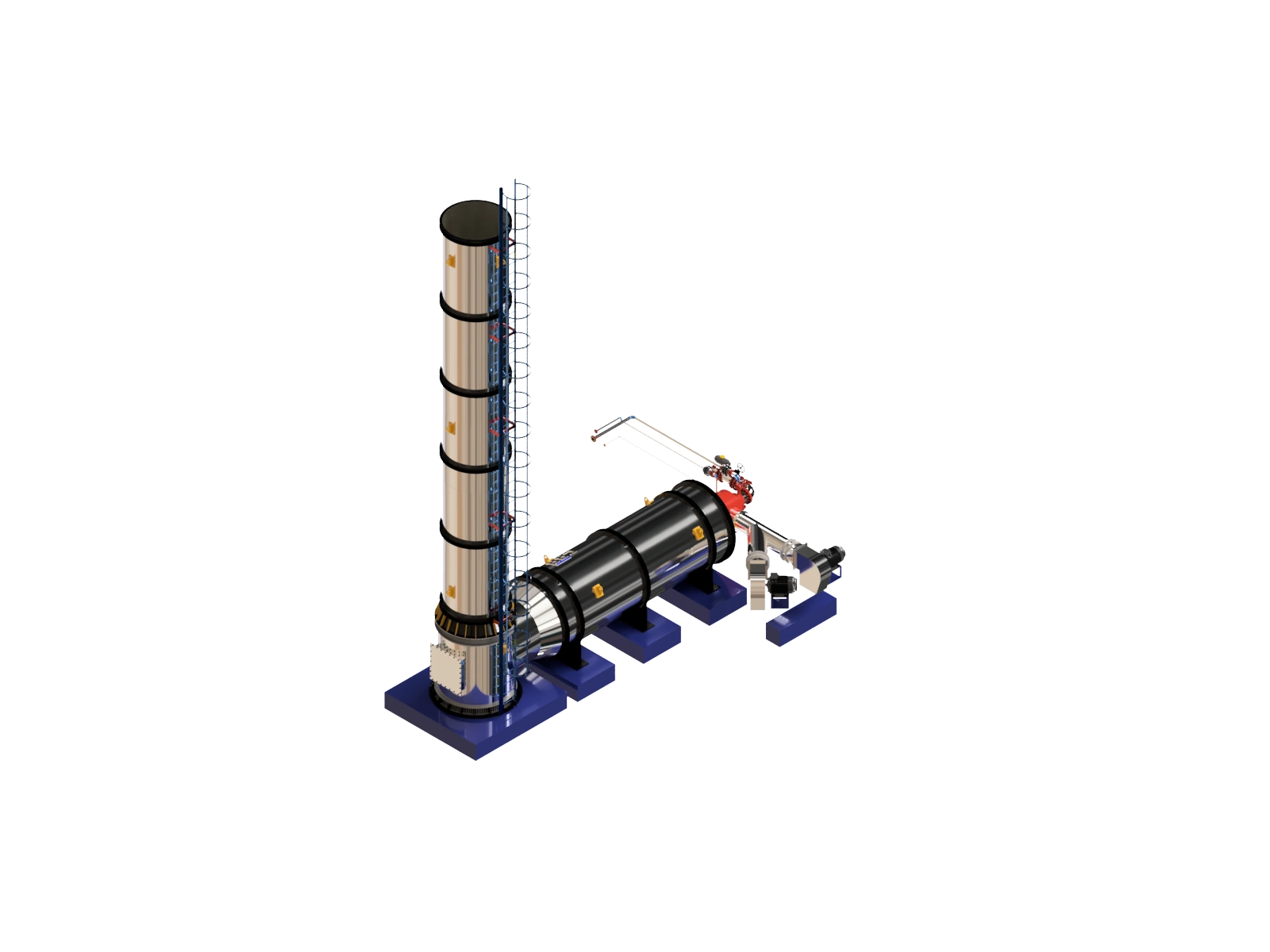
CRA combines its expertise in scrubbing and combustion, purpose-built to safely destroy corrosive, chlorine-, fluorine-, and sulphur-bearing compounds at high temperatures. These units are designed with advanced combustion control, acid-resistant refractory linings, and integrated quench/scrubber systems to ensure a destruction efficiency of greater than 99.9999% while protecting downstream equipment and the environment.
DRE
>99.9%
Combustion Temp
>1,000°C
Downstream Control
Quench + scrubber
Target Compounds
Cl, F, Br, S species
What is a Acid Gas & Halogenated Thermal Oxidizer?
An acid gas and halogenated thermal oxidizer is a purpose-built high-temperature combustion unit designed to safely destroy chlorine-, fluorine-, bromine-, and sulphur-bearing waste gas streams that require extreme destruction efficiency and produce corrosive combustion products requiring mandatory downstream treatment.
How it works
Waste gas combusts at high temperature with residence time engineered to destroy its halogenated compounds, then passes through staged cooling and acid gas removal before discharge.
Waste gas combusts at temperatures above 1,000°C, with residence time and turbulence engineered to destroy the regulated halogenated compounds in the stream.
Temperature stays above the dioxin formation window throughout combustion and during cooling, preventing dioxin and furan formation before it can occur.
Hot flue gas discharges into an integrated quench system that rapidly cools it, passing quickly through the range where dioxins could otherwise reform.
A wet scrubber downstream of the quench removes HCl, HF, and SOₓ from the cooled flue gas before it reaches atmosphere.
Key Benefits
Achieves >99.9% destruction of halogenated VOCs, acid gases, and complex chemical waste mixtures
Detailed CFD, process simulations, and strict QC guarantees adequate residence times and high DRE
Optimized temperature, residence time, and turbulence suppressed dioxin and furan formation
Offers quench and scrubbing systems for acid gas removal, including HCl, HF, and SOx
Advanced pre- & post-combustion scrubbing techology to meet the specific needs of each application
The CRA Edge
30+ years of thermal oxidizer expertise solving the toughest emissions challenges
End-to-end design, R&D, and manufacturing under one roof for speed and quality
ISO 9001, ASME Standards, API, CE
Customized designs meet your exact process needs and strictest regulation
Applications

.webp)







.png)
.webp)

Frequently Asked Questions
How are acid gases managed after combustion?
Acid gases formed during oxidation are controlled using integrated quench and scrubbing systems designed for compounds such as HCl, HF, SO₂, and other acid-forming species, ensuring safe discharge and equipment protection.
Integrated Acid Gas Control:
1. Quench System (Rapid Cooling):
- Purpose: Cool exhaust from 900-1,200°C to 60-90°C quickly
- Methods: Water spray, recirculated scrubber liquid
- Benefit: Prevents dioxin/furan formation, protects downstream equipment
2. Wet Scrubbing (Packed Tower or Venturi):
- Alkaline reagents: Caustic soda (NaOH), lime slurry (Ca(OH)₂), soda ash (Na₂CO₃)
- Reaction examples:
- 2HCl + Ca(OH)₂ → CaCl₂ + 2H₂O
- 2HF + Ca(OH)₂ → CaF₂ + 2H₂O
- SO₂ + Ca(OH)₂ → CaSO₃ + H₂O
- Packed bed design: Maximizes gas-liquid contact
- Recirculation system: Continuous reagent supply
3. Multi-Stage Design (For Complex Streams):
- First stage: Bulk acid removal, HCl neutralization
- Second stage: Trace acid polishing, HF or SO₂ reduction
- Mist eliminator: Prevents liquid carryover
4. Wastewater Treatment:
- pH neutralization before discharge
- Solids removal (calcium salts, sludge)
- Recycle or disposal per regulations
5. Stack Release:
- Clean exhaust meeting air quality limits
- Continuous monitoring for acid gas breakthrough
- Opacity and visible emissions compliance
CRA designs complete systems where oxidation and acid gas control work as integrated units, optimizing performance, minimizing maintenance, and ensuring regulatory compliance.
What destruction efficiency can acid gas thermal oxidizers achieve?
Properly engineered acid gas and halogenated thermal oxidizers achieve extremely high destruction efficiency, typically exceeding 99% and reaching >99.99% to 99.9999% for complex halogenated and hazardous emissions under controlled operating conditions.
Performance Requirements:
- EPA RCRA standards for hazardous waste combustion
- MACT requirements for chemical manufacturing
- Semiconductor industry emissions limits
- State and local air quality permits
Achieving High DRE with Challenging Compounds:
- Elevated temperatures (900-1,200°C) for stable halogen bond breaking
- Extended residence time (1-2 seconds or more)
- Precise oxygen control for complete combustion
- Refractory chamber design maintains uniform temperature
- Continuous emissions monitoring verifies performance
When is an Acid Gas & Halogenated Thermal Oxidizer the best choice?
This configuration is best suited for corrosive, chlorine-, fluorine-, bromine-, and sulphur-bearing waste streams where conventional oxidizers are not suitable. It is widely applied in:
Key Industries and Applications:
- Vinyl chloride production - VCM emissions, HCl, chlorinated hydrocarbons
- Fluorochemical manufacturing - HF-forming compounds, refrigerants, fluoropolymers
- Semiconductor fabrication - Halogenated etching gases, CVD chamber cleaning
- Agrochemical production - Chlorinated pesticides, herbicides
- Hazardous waste treatment - Mixed halogenated solvents
- Pharmaceutical synthesis - Chlorinated intermediates
- Specialty chemical production - Bromine compounds, fluorine derivatives
What Makes This System Specialized:
- High-temperature refractory - Protects against extreme heat and chemical attack
- Corrosion-resistant metallurgy - Hastelloy, Inconel, or high-nickel alloys
- Integrated acid gas scrubbing - Neutralizes HCl, HF, SO₂, and other acid-forming species
- Multi-stage quench systems - Rapid cooling to prevent dioxin/furan formation (for chlorinated compounds)
- Specialized instrumentation - Compatible with corrosive environments
What operating parameters are critical for acid gas thermal oxidizer performance?
Several interconnected parameters directly influence performance:
1. Temperature:
- Range: Typically about 900-1,200°C (1,650-2,190°F)
- Purpose: Ensures complete halogen bond breaking and compound destruction
- Control: Critical for DRE and preventing incomplete combustion
2. Residence Time:
- Range: Around 1-2 seconds at temperature
- Impact: Allows complete oxidation of complex halogenated molecules
- Regulatory: Often specified in permits for hazardous waste
3. Refractory Selection:
- High-alumina castable for thermal shock resistance
- Acid-resistant formulations for fluorine service
- Proper curing prevents premature failure
- Thickness: Balances thermal protection and heat loss
4. Metallurgy:
- Combustion chamber: Refractory-lined carbon steel or stainless steel
- Quench tower: Stainless steel (316L minimum) or Hastelloy
- Scrubber: Fiber-reinforced plastic (FRP), stainless steel, or exotic alloys
- Ductwork: Corrosion-resistant materials throughout
5. Downstream Gas Treatment Design:
- Scrubber liquid pH control (typically 9-11 for chlorine, higher for fluorine)
- Reagent feed rate matched to acid gas loading
- Liquid-to-gas ratio in scrubber
- Backup scrubber stages for upsets
6. Monitoring and Controls:
- Temperature profiling along chamber length
- Oxygen monitoring in combustion zone
- pH monitoring in scrubber liquid
- Stack continuous emissions monitoring (HCl, HF, etc. if required)
- Safety interlocks prevent operation outside safe limits
Critical for: Reliable destruction of halogenated compounds, Corrosion control and equipment longevity, Regulatory compliance for acid gas emissions, and Safe operation and worker protection.
Are these FAQ answers guaranteed for my specific application?
No. The information in these FAQs is for general guidance only. Every application is unique, and actual performance depends on your specific process conditions, site requirements, and operating parameters. Detailed engineering analysis of your process data is required to provide accurate specifications and performance guarantees. Contact CRA's engineering team for a comprehensive proposal tailored to your specific needs.