Vapor Recovery Unit.
CRA Vapor Recovery Units recover up to 98% of VOC vapours from loading, unloading, and tank breathing, returning them to process or fuel gas

.svg)
Recovering hydrocarbon vapour before it becomes lost product or fugitive emissions.
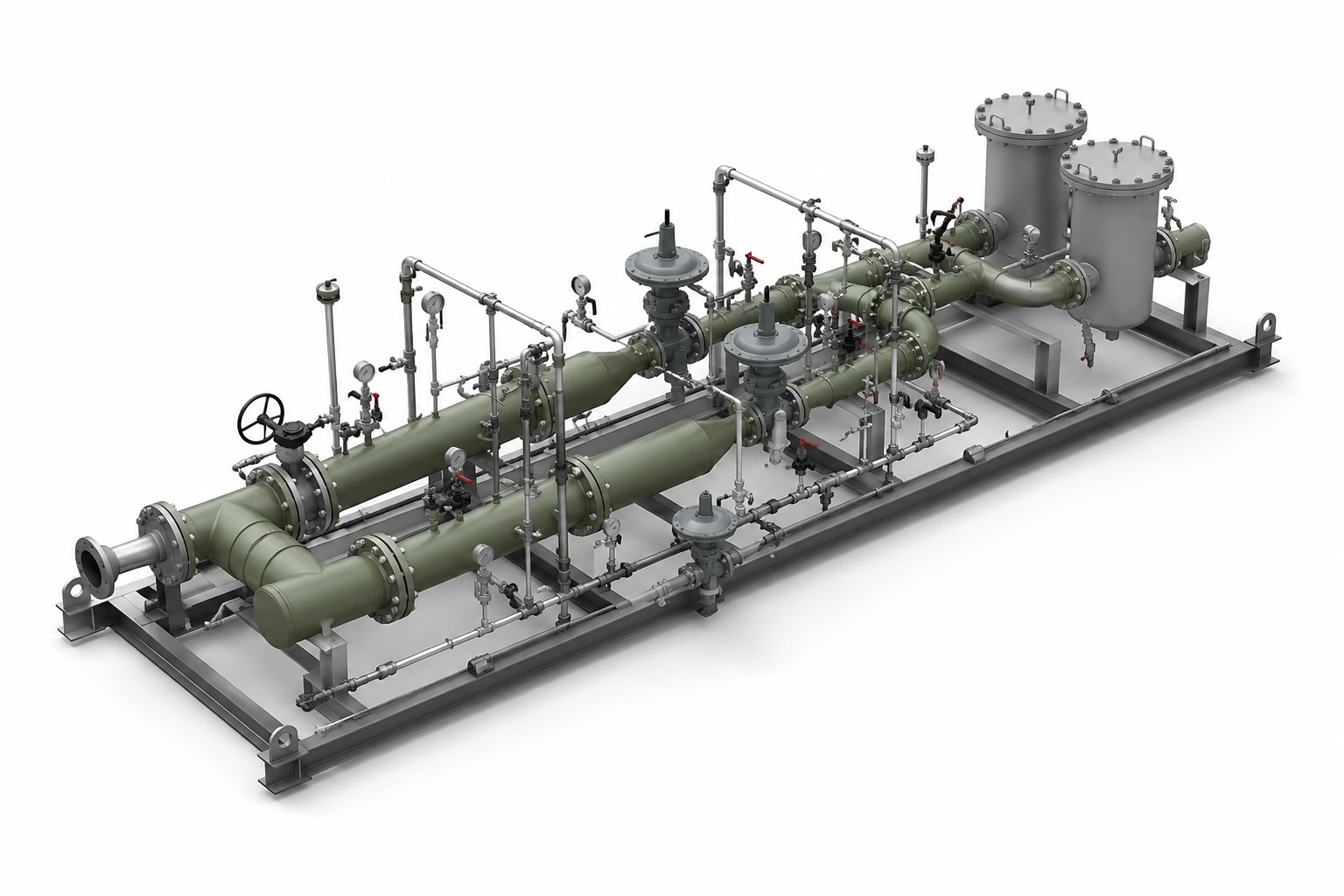
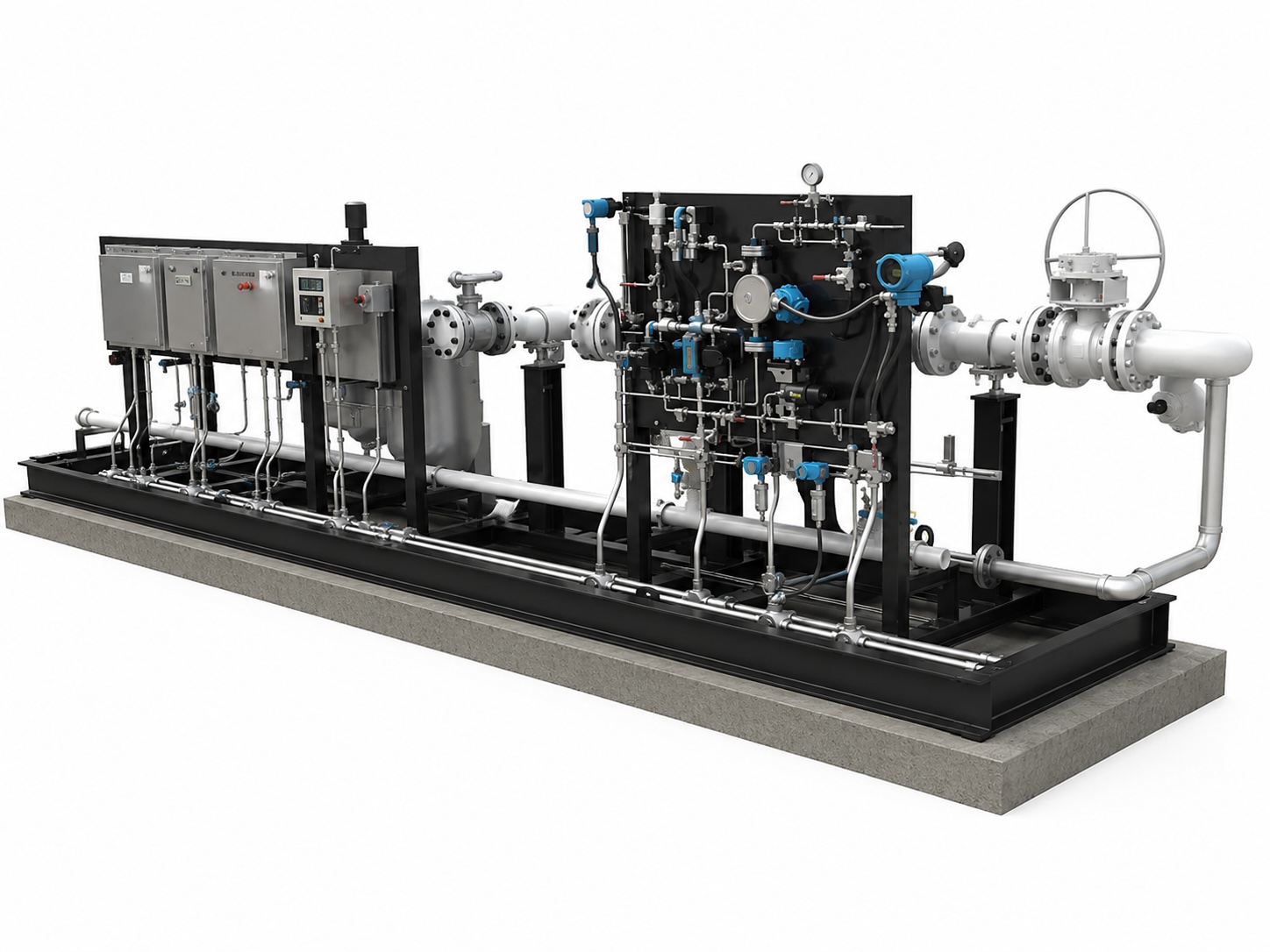
CRA engineers each Vapor Recovery Unit around the actual vapour profile at the loading point, not a generic catalogue spec. Collection header, knockout drum, and recovery stage are matched to flow rate, composition, and duty cycle, then delivered as a single pre-piped skid ready for tie-in to the existing tank farm or loading rack.
Recovery Efficiency
Up to 98%
Recovery Stage
Compression or carbon adsorption
Mount
Single skid package
Duty
Continuous breathing and intermittent loading surges
What is a Vapor Recovery Unit?
A vapor recovery unit (VRU) is industrial equipment that captures hydrocarbon vapours displaced from a storage or process system during routine operation, then recovers the contained hydrocarbons instead of allowing them to vent or be flared to atmosphere.
How it works
Displaced vapour is drawn off through a collection header and passes through a knockout drum that removes entrained liquid before reaching the recovery stage. From there, either multi-stage compression and condensation or activated carbon adsorption pulls the hydrocarbon fraction out of the stream, and the recovered gas routes back to the connected process or fuel gas network while the treated air vents to atmosphere.
Entrained liquid and condensate are removed from the vapour stream before it reaches the compressor or carbon bed, protecting downstream equipment from liquid carryover.
Diurnal tank breathing produces a steady, low-volume vapour stream while truck and rail loading produce short, high-volume surges. The collection header and recovery stage handle both without bypassing untreated vapour to atmosphere.
Compression and condensation suit higher-concentration, continuous vapour streams. Activated carbon adsorption suits lower-concentration or intermittent streams where outlet limits are tighter.
Recovered hydrocarbons route back to the connected process or fuel gas network rather than being vented or flared, so captured product is reused rather than destroyed.
The single-skid design suits tank farm and loading bay layouts where space around existing infrastructure is limited.
Key Benefits
Recovered hydrocarbons return to the fuel gas network or process stream instead of being flared, turning emissions control into a product recovery stream.
Compression-based and carbon adsorption-based recovery stages are engineered onto the same skid platform, matched to the vapour composition and flow profile at each loading point.
Control logic manages steady tank breathing loads alongside intermittent surges from tanker and rail car loading without operator intervention.
Recovery performance is engineered to support CPCB Stage I vapour recovery norms and OISD storage and handling guidelines, reducing the compliance burden on terminal operators.
Collection header, knockout drum, recovery stage, and controls arrive pre-assembled and pre-wired, cutting site installation and commissioning time.
The CRA Edge
Decades of experience engineering vapour and gas handling systems for terminals, refineries, and process plants across demanding operating environments.
Systems designed to meet CPCB, OISD, and international vapour recovery standards, so your facility stays audit-ready.
Collection, separation, and recovery hardware engineered, fabricated, and tested under one roof, not assembled from third-party subsystems.
Every recovery train is sized against your actual vapour load and composition rather than a generic catalogue spec.


.webp)