A Thermal Oxidizer for Emissions, an Enclosed Ground Flare for Safety, Engineered as One System

.svg)
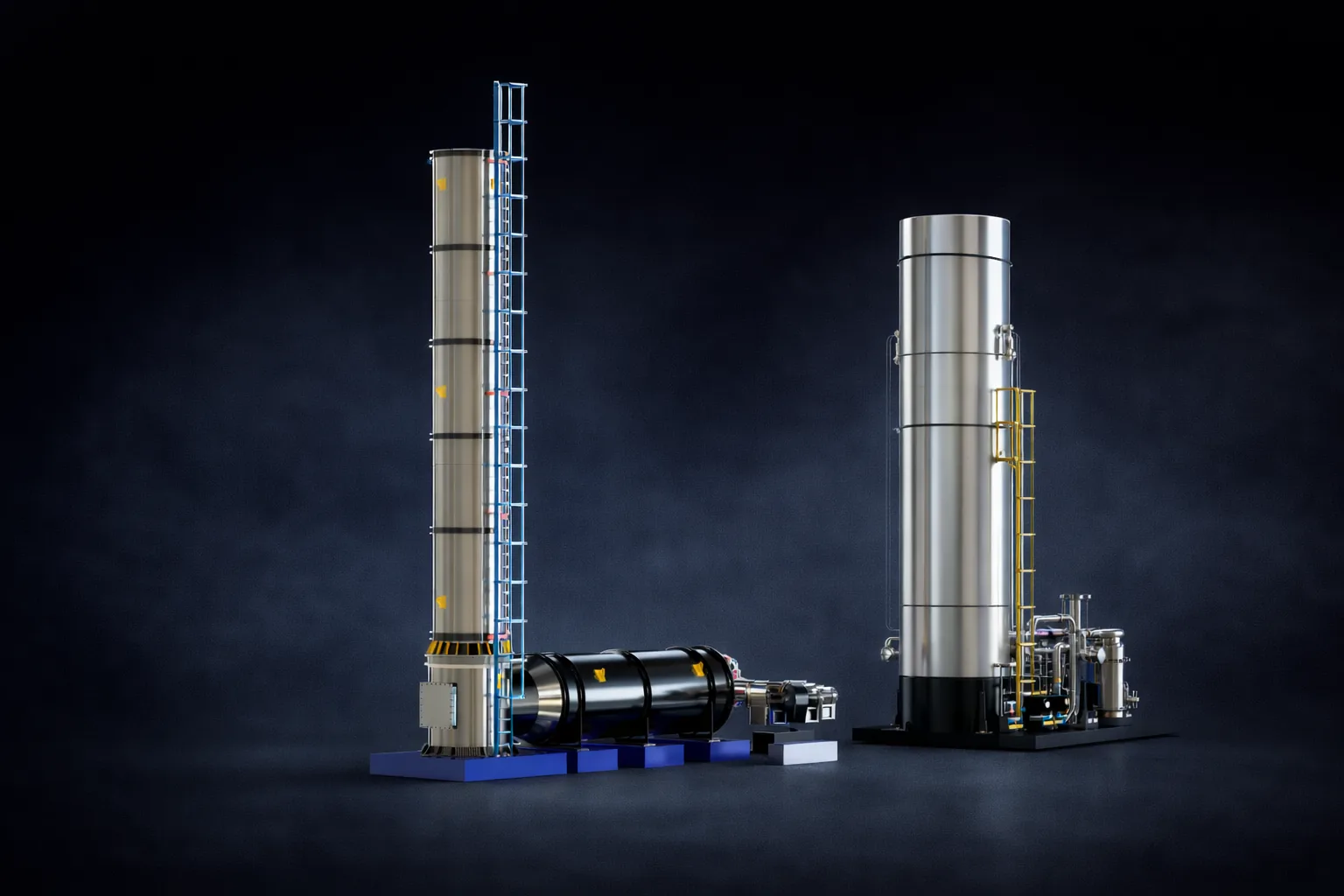
A thermal oxidizer and an enclosed ground flare solve two different problems, and the difference matters more than most equipment lists suggest.
The thermal oxidizer is an emissions abatement system. Its job is continuous, defined destruction of a process gas stream to whatever level a plant’s air permit requires, and it earns that performance by running an active flame, usually on auxiliary fuel, around the clock. That continuous duty is also why it’s the more expensive half of the pair to operate. It burns fuel constantly, and the refractory absorbs a level of thermal cycling that intermittent equipment never sees.
The enclosed ground flare is a safety system. Its job is absorbing whatever the plant needs to get rid of under conditions the thermal oxidizer was never designed to handle. It sits ready rather than working continuously at full rate, which is also why it costs less to run. The value it returns isn’t measured in tonnes of VOCs destroyed per year. It’s measured in the incidents that never happen.
Treating these two as interchangeable, or assuming either one covers for the other, is where plants get exposed. The clearest way to see why is to look at exactly the moment a thermal oxidizer stops being safe to run.
Where a Thermal Oxidizer Alone Becomes the Hazard
A thermal oxidizer’s burner is engineered around a defined gas envelope, an expected pressure and velocity at the nozzle. Because the burner runs an active flame continuously, often sustained by auxiliary fuel regardless of what the process gas is doing, that flame is always present and looking for fuel.
If something upstream pulls the waste gas line into negative pressure, commonly a sudden drop in process gas generation or a blocked line, the velocity of gas reaching the nozzle can fall below the flame’s own propagation speed. When that happens, the flame doesn’t simply go unstable. It travels backward into the supply line. This is flashback, and it’s a well documented hazard at thermal oxidizers specifically, serious enough that NFPA 86, the standard governing the safe operation of ovens and furnaces, classifies direct thermal oxidizers as Class A furnaces and requires continuous flammability monitoring on the inlet stream, typically tripping protective action once the gas exceeds 25% of its lower flammability limit, alongside dedicated burner management system logic built around exactly this failure mode.
Flashback traveling upstream is dangerous because that piping was never built to contain combustion. Industry incident records include this exact pattern: a process upset drops gas velocity at the burner, flame travels into the line, and the resulting explosion damages equipment that had no business seeing a flame front. A thermal oxidizer doing its job perfectly under normal conditions can become the most dangerous piece of equipment on site the moment line conditions move outside its envelope.
Where the Enclosed Ground Flare Becomes the Safe Default
The fix is taking the oxidizer out of the firing line the instant conditions move outside its safe envelope, and giving the gas somewhere else to go.
When a pressure transmitter on the waste gas header detects a negative pressure event, or any deviation outside the thermal oxidizer’s validated operating range, the burner management system should close the isolation valve on the oxidizer’s gas line and default the flow path to the enclosed ground flare. The flare is built for exactly this kind of moment, engineered to API 537 for flare details, with wide turndown and reliable ignition across unpredictable or surging conditions, without needing to hold a continuous flame stable against gas it was never sized for. If gas resumes flowing once the upset clears, it arrives at a system already built to absorb it safely, rather than being pushed through an oxidizer that’s still working out whether its flame is stable.
This is the enclosed ground flare functioning as a safety system in the truest sense. In that moment, its job has nothing to do with VOC destruction efficiency or annual emissions totals. Its job is keeping the plant from becoming the next flashback incident on record.
This Only Works as One Interlocked System
Both halves of that sequence depend on the thermal oxidizer and the enclosed ground flare sharing instrumentation and control logic rather than operating as two independently specified devices. A pressure transmitter on the waste gas header has to talk to both isolation valves automatically. An operator working from two separate control panels, trying to reconcile readings during an upset that gives them seconds to react, is exactly the gap this kind of interlock exists to close.
That’s the real argument for engineering a thermal oxidizer and an enclosed ground flare, and the gas train feeding both, as one system from the start, rather than buying an oxidizer from one vendor, a flare from another, and asking a contractor to make the two cooperate after the fact.
A Plastic Pyrolysis Plant Shows Why This Matters
Pyrolysis reactors make a clean illustration because feedstock variability is built into the process. Mixed plastic batches and contamination both shift the reactor’s gas generation rate and composition from one batch to the next, which is precisely the kind of swing that can pull a waste gas header into negative pressure right at the thermal oxidizer inlet.
Picture a drop in non-condensable gas generation between batches, or a brief feed disruption, while the oxidizer’s burner is still firing at its design rate on auxiliary fuel. If the resulting drop in line pressure is sharp enough, nozzle velocity falls below flame speed and the system is sitting in flashback territory. A CRA thermal oxidizer engineered for a UK plastic pyrolysis facility, treating roughly 3,600 cubic metres an hour at greater than 99% destruction removal efficiency, was sized around exactly this kind of defined gas envelope, lean and prone to swings between batches. That defined envelope is also precisely what an upset can push gas outside of.
The protective response is the same one described above. Pressure transmitters on the gas header trip the oxidizer’s isolation valve closed and default the flow path to the enclosed ground flare automatically, so whatever gas the reactor produces next gets burned safely rather than risking flashback at the oxidizer. Few processes illustrate the need for that automatic handoff as clearly as plastic pyrolysis does, which is exactly why the thermal oxidizer and the enclosed ground flare need to be engineered as one gas train rather than purchased as two separate pieces of equipment.
CRA designs and manufactures both systems in house, built together as a single interlocked gas train rather than assembled from separate vendors after the fact. For operators weighing how to structure gas handling on a pyrolysis plant or any other process with a variable waste gas stream, that’s the starting point that keeps a thermal oxidizer and an enclosed ground flare doing their separate jobs without one undermining the other.