
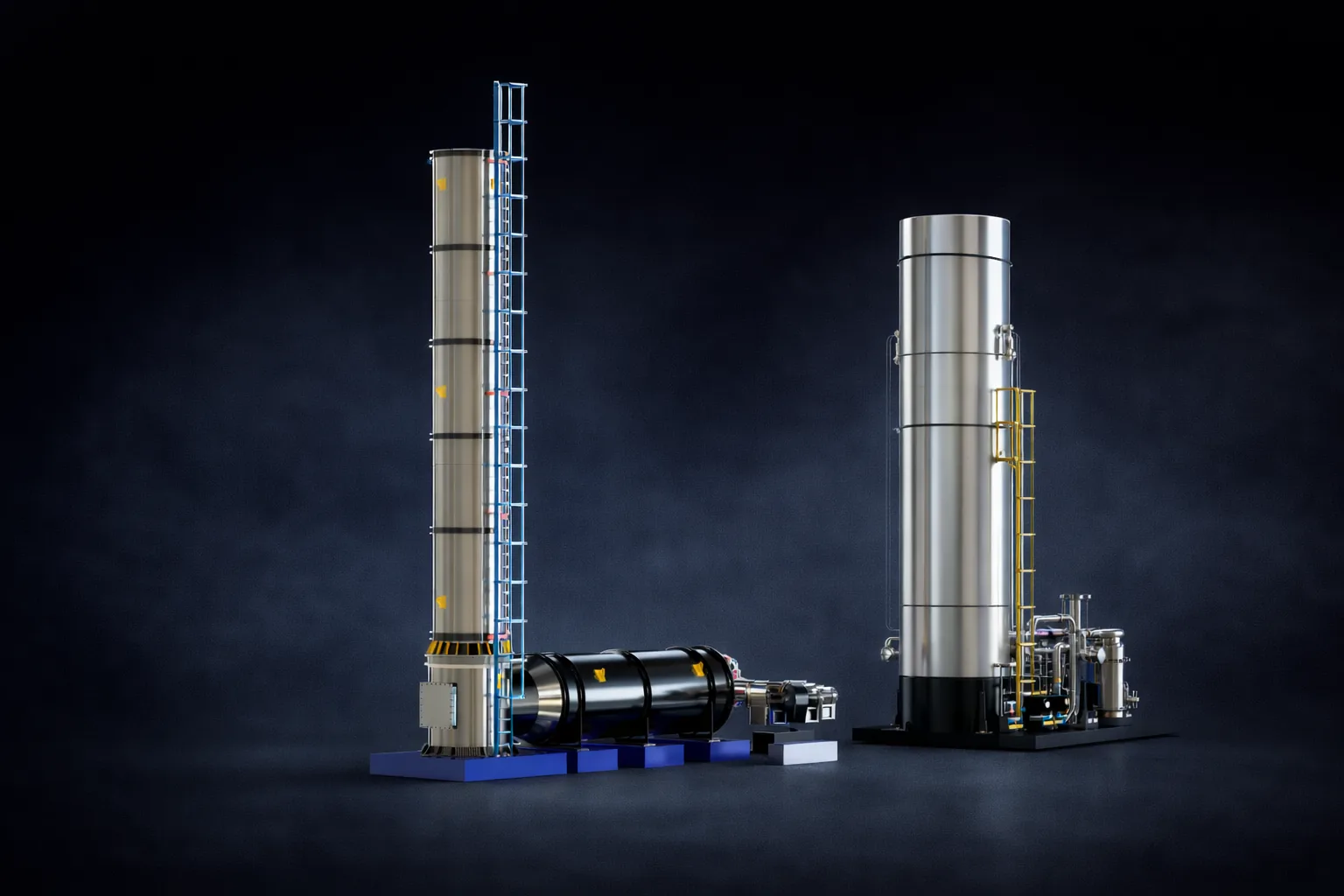
Enclosed Ground Flare
Smokeless, Silent, and Safe Flaring

.svg)
Ground-level combustion with no visible flame and minimal site impact
CRA’s Enclosed Ground Flares are designed to provide clean, controlled combustion of waste and relief gases while minimizing noise, smoke, and radiation. These systems deliver destruction efficiencies above 98%, making them ideal for installations near communities or sensitive environments. With modular designs and automated controls, they ensure safe operation, regulatory compliance, and minimal impact on surroundings.
Destruction Efficiency
>98%
Visible Flame
Zero
Design
CFD-validated
Standards
API 537, EU IED
What is a Enclosed Ground Flare?
An enclosed ground flare is a refractory-lined combustion unit that burns waste and relief gases at ground level inside an insulated chamber, eliminating visible flame, suppressing noise, and reducing radiant heat — making it the preferred solution for installations near populated areas, sensitive environments, or where community and visual impact must be minimised.
How it works
Waste gas enters the chamber through a control valve and distributes across multiple burners engineered for stable combustion at low pressure drop, fully contained within a refractory-lined enclosure.
Waste gas enters through a control valve and distributes across multiple burners designed for stable combustion at low pressure drop.
Combustion air enters through controlled inlets at the chamber base, supplying the burners evenly across the chamber.
Refractory lining holds combustion temperature above the threshold required for greater than 98% destruction efficiency, while keeping the outer shell cool to the touch.
Automated controls manage normal operation, upset conditions, and emergency relief without manual intervention.
Key Benefits
Advanced tip and staged combustion deliver >98% destruction efficiency, smokeless flames, and reduced greenhouse gases
Enclosed design suppresses both flame visibility and noise, making it ideal for residential or sensitive sites
High turndown rates ensure stable performance from routine flaring to full emergency relief events
CFD-simulated, custom-designed systems guarantee efficiency, reliability, and compliance under site-specific conditions
Meets or exceeds API 537, EPA 40 CFR 60.18, EU IED, and other global environmental standards.
Projects That Push Boundaries

Low-flame, low-noise operation inside active plant boundaries — API 521/537 rated.

Fully in-house engineered — meeting acoustic, radiation, and long-term reliability compliance.

Advanced combustion design maintaining stable operation on near-limit hydrocarbon concentrations.

End-to-end LSTK delivery eliminating atmospheric venting with compliant enclosed combustion.
The CRA Edge
Over 30 years in gas handling and flare engineering.
End-to-end design, R&D, and manufacturing under one roof for speed and quality.
ISO 9001, ASME Standards, API, and CE
CFD & simulation-driven design, precise fabrication, and unmatched long-term support.
Applications



.webp)








.webp)
Frequently Asked Questions
When should I choose an enclosed ground flare over an open elevated flare?
An enclosed ground flare is the right choice when noise, visibility of flame, and ground-level radiation must be minimized — typically near residential areas, sensitive ecosystems, or sites with strict community-impact requirements. The combustion happens inside a refractory-lined enclosure, hidden from view and acoustically dampened.
Choose enclosed ground when:
- Site is near residential, commercial, or environmentally sensitive areas
- Visible flame would create community or PR issues
- Noise limits are stringent (typically <60 dB at the property boundary)
- Steady or moderately variable gas flow allows for compact sizing
- Ground-level installation is preferred over an elevated stack
Open elevated flares remain the right choice for very high-flow emergency relief, where elevation is needed for safe heat dispersion.
What noise and visibility levels can enclosed ground flares achieve?
Enclosed ground flares can be designed to achieve noise levels below 60 dB(A) at the property boundary and zero visible flame under normal operating conditions. The refractory-lined chamber contains the flame; the exhaust exits through a stack at the top, leaving no visible glow or flicker.
How it's achieved:
- Multi-burner staged combustion lowers individual burner intensity
- Refractory walls absorb radiated heat and dampen combustion noise
- Exhaust stack height and geometry control thermal plume dispersion
- Acoustic dampers on air inlets reduce intake noise from natural draft or forced air
Site-specific acoustic and dispersion modelling confirms compliance with local limits before fabrication.
What destruction efficiency do enclosed ground flares deliver?
CRA's enclosed ground flares deliver destruction efficiency above 98% for hydrocarbons, VOCs, and most waste gas streams, meeting API 537 and EPA 40 CFR 60.18 requirements. The enclosure improves DRE versus open flares by stabilizing combustion temperature and protecting the flame from wind disruption.
Performance characteristics:
- Combustion zone temperature 800–1,100°C, depending on gas composition
- Sufficient residence time for full oxidation of complex hydrocarbons
- Multi-burner design ensures stable flame across the full turndown range
- Refractory enclosure shields the flame from cross-wind and weather
For applications requiring >99% DRE (e.g., halogenated streams, sulphur-bearing gases), enclosed flares can be paired with downstream scrubbers or dedicated thermal oxidizers.
What gas types and flow rates do enclosed ground flares handle?
Enclosed ground flares handle a wide range of waste gas streams — biogas, landfill gas, refinery vents, petrochemical relief, sour gas, and low-BTU streams — at flow rates from a few kg/hr (small biogas plants) to several thousand kg/hr (refinery service). The enclosure is sized to the design relief flow.
Typical service:
- Biogas from anaerobic digestion (40–60% methane)
- Landfill gas with variable composition
- Acid and sour gas streams (with material upgrades)
- Tail gas and process vents from petrochemical plants
- Low-BTU gases that struggle to burn in open flares
Variable flow tolerance is a key strength: high turndown ratios (50:1 or higher) allow stable combustion from pilot flow up to peak relief.
What regulations and standards apply to enclosed ground flares?
Enclosed ground flares are designed to meet API 537 for flare design, EPA 40 CFR 60.18 for general control device requirements, and the EU Industrial Emissions Directive (IED) for European installations. Local environmental and noise regulations add site-specific requirements.
Typical compliance scope:
- Destruction efficiency demonstrated via stack testing or design verification
- Pilot flame monitoring and assured ignition
- Net heating value above the regulatory minimum at the combustion zone
- Continuous emissions monitoring where required (CO, NOx, SO₂)
- Noise survey at property boundary
Manufacturing follows ISO 9001, ASME, and CE requirements, with API certification and project-specific approvals added as needed.
How are enclosed ground flares used in biogas and landfill applications?
In biogas and landfill applications, enclosed ground flares destroy methane and trace contaminants when the gas can't be productively used — during commissioning, maintenance, low-demand periods, or as a backup to upgrading or power generation systems. Methane destruction is critical for greenhouse gas reduction and odour control.
Typical biogas service:
- Backup destruction when CHP engines or upgrading units are offline
- Excess gas during high biogas production periods
- Commissioning of new digesters before downstream equipment is ready
- Odour control where venting is not permitted
Enclosed design is preferred at landfill and digester sites because they're frequently near communities, and methane destruction with no visible flame meets both compliance and community-acceptance requirements.
What's the typical footprint and installation timeline for an enclosed ground flare?
Footprint and installation timeline scale with design flow. A small biogas enclosed flare can occupy under 20 m² and install in 1–2 weeks; a refinery-scale unit can be 100+ m² with civil works requiring 8–16 weeks before commissioning.
Typical project phases:
- Design and engineering — 6–12 weeks (CFD modelling, vendor approvals, detailed drawings)
- Fabrication — 12–20 weeks (chamber, refractory, burners, controls)
- Site civil work — concrete pad, foundations, approach piping
- Mechanical erection — 1–3 weeks depending on size
- Commissioning and performance test — 1–2 weeks
Pre-fabricated, skid-mounted units shorten on-site time significantly when site constraints allow modular delivery.